Электрическая дуга (вольтова дуга, дуговой разряд). Электрическая дуга: описание и характеристики
Электрическая дуга.
Отключение цепи контактным аппаратом характеризуется возникновением плазмы, которая проходит разные стадии газового разряда в процессе преобразования межконтактного промежутка из проводника электрического тока в изолятор.
При токах выше 0,5-1 А возникает стадия дугового разряда (область 1 )(рис. 1.); при снижении тока возникает стадия тлеющего разряда у катода (область 2 ); следующая стадия (область 3 ) – таунсендовский разряд, и наконец, область 4 – стадия изоляции, в которой носители электричества – электроны и ионы – не образуются за счет ионизации, а могут поступать только из окружающей среды.
Рис. 1. Вольтамперная характеристика стадий электрического разряда в газах
Первый участок кривой – дуговой разряд (область 1) – характеризуется малым падением напряжения у электродов и большой плотностью тока. С ростом тока напряжение на дуговом промежутке сначала резко падает, а затем изменяется незначительно.
Второй участок (область 2 ) кривой, представляющий собой область тлеющего разряда, характеризуется высоким падением напряжения у катода (250 – 300 В) и малыми токами. С ростом тока возрастет падение напряжения на разрядном промежутке.
Таунсендовский разряд (область 3 ) характеризуется чрезвычайно малыми значениями тока при высоких напряжениях.
Электрическая дуга сопровождается высокой температурой и связана с этой температурой. Поэтому дуга – явление не только электрическое, но и тепловое.
В обычных условиях воздух является хорошим изолятором. Так, для пробоя воздушного промежутка в 1 см требуется приложить напряжение не менее 30 кВ. Для того чтобы воздушный промежуток стал проводником, необходимо создать в нем определенную концентрацию заряженных частиц: отрицательных – в основном свободных электронов, и положительных – ионов. Процесс отделения от нейтральной частицы одного или нескольких электронов с образованием свободных электронов и ионов называется ионизацией.
Ионизация газа может происходить под действием света, рентгеновских лучей, высокой температуры, под влиянием электрического поля и ряда других факторов. Для дуговых процессов в электрических аппаратах наибольшее значение имеют: из процессов, происходящих у электродов, – термоэлектронная и автоэлектронная эмиссии, а из процессов, происходящих в дуговом промежутке, – термическая ионизация и ионизация толчком.
В коммутационных электрических аппаратах, предназначенных для замыкания и размыкания цепи с током, при отключении возникает разряд в газе либо в виде тлеющего разряда, либо в виде дуги. Тлеющий разряд возникает тогда, когда отключаемый ток ниже 0,1 А, а напряжение на контактах достигает величины 250 – 300 В. Такой разряд встречается либо на контактах маломощных реле, либо как переходная фаза к разряду в виде электрической дуги.
Основные свойства дугового разряда.
1) Дуговой разряд имеет место только при токах большой величины; минимальный ток дуги для металлов составляет примерно 0,5 А;
2) Температура центральной части дуги очень велика и в аппаратах может достигать 6000 – 18000 К;
3) Плотность тока на катоде чрезвычайно велика и достигает 10 2 – 10 3 А/мм 2 ;
4) Падение напряжения у катода составляет всего 10 – 20 В и практически не зависит от тока.
В дуговом разряде можно различить три характерные области: околокатодную, область столба дуги (ствол дуги) и околоанодную (рис. 2.).
В каждой из этих областей процессы ионизации и деионизации протекают по-разному в зависимости от условий, которые там существуют. Поскольку результирующий ток, проходящий через эти три области, одинаков, в каждой из них происходят процессы, обеспечивающие возникновение необходимого количества зарядов.

Рис. 2. Распределение напряжения и напряжённости электрического поля в стационарной дуге постоянного тока
Термоэлектронная эмиссия. Термоэлектронной эмиссией называется явление испускания электронов из накаленной поверхности.
При расхождении контактов резко возрастают переходное сопротивление контакта и плотность тока в последней площадке контактирования. Эта площадка нагревается до температуры плавления и образования контактного перешейка из расплавленного металла, который при дальнейшем расхождении контактов рвется. Здесь происходит испарение металла контактов. На отрицательном электроде образуется так называемое катодное пятно (раскаленная площадка), которое служит основанием дуги и очагом излучения электронов в первый момент расхождения контактов. Плотность тока термоэлектронной эмиссии зависит от температуры и материала электрода. Она невелика и может быть достаточной для возникновения электрической дуги, но она недостаточна для ее горения.
Автоэлектронная эмиссия. Это –явление испускания электронов из катода под воздействием сильного электрического поля.
Место разрыва электрической цепи может быть представлено как конденсатор переменной емкости. Емкость в начальный момент равна бесконечности, затем убывает по мере расхождения контактов. Через сопротивление цепи этот конденсатор заряжается, и напряжение на нем растет постепенно от нуля до напряжения сети. Одновременно увеличивается расстояние между контактами. Напряженность поля между контактами во время нарастания напряжения проходит через значения, превышающие 100 МВ/см. Такие значения напряженности электрического поля достаточны для вырывания электронов из холодного катода.
Ток автоэлектронной эмиссии также весьма мал и может служить только началом развития дугового разряда.
Таким образом, возникновение дугового разряда на расходящихся контактах объясняется наличием термоэлектронной и автоэлектронной эмиссий. Преобладание того или иного фактора зависит от значения отключаемого тока, материала и чистоты поверхности контактов, скорости их расхождения и от ряда других факторов.
Ионизация толчком. Если свободный электрон будет обладать достаточной скоростью, то при столкновении с нейтральной частицей (атом, а иногда и молекула) он может выбить из неё электрон. В результате получатся новый свободный электрон и положительный ион. Вновь полученный электрон может, в свою очередь, ионизировать следующую частицу. Такая ионизация носит название ионизации толчком.
Для того чтобы электрон мог ионизировать частицу газа, он должен двигаться с некоторой определенной скоростью. Скорость электрона зависит от разности потенциалов на длине его свободного пробега. Поэтому обычно указывается не скорость движения электрона, а то минимальное значение разности потенциалов, какое необходимо иметь на длине свободного пути, чтобы электрон к концу пути приобрел необходимую скорость. Эта разность потенциалов носит название потенциала ионизации .
Потенциал ионизации для газов составляет 13 – 16 В (азот, кислород, водород) и до 24,5 В (гелий), для паров металла он примерно в два раза ниже (7,7 В для паров меди).
Термическая ионизация. Это – процесс ионизации под воздействием высокой температуры. Поддержание дуги после ее возникновения, т.е. обеспечение возникшего дугового разряда достаточным числом свободных зарядов, объясняется основным и практически единственным видом ионизации – термической ионизацией.
Температура столба дуги с среднем равна 6000 – 10000 К, но может достигать и более высоких значений – до 18000 К. При такой температуре сильно возрастает как число быстро движущихся частиц газа, так и скорость их движения. При столкновении быстро движущихся атомов или молекул большая часть их разрушается, образуя заряженные частицы, т.е. происходит ионизация газа. Основной характеристикой термической ионизации является степень ионизации , представляющая собой отношение числа ионизированных атомов в дуговом промежутке к общему числу атомов в этом промежутке. Одновременно с процессами ионизации в дуге происходят обратные процессы, т. е. воссоединение заряженных частиц и образование нейтральных частиц. Эти процессы носят название деионизации .
Деионизация происходит главным образом за счет рекомбинации и диффузии .
Рекомбинация. Процесс, при котором различно заряженные частицы, приходя во взаимное соприкосновение, образуют нейтральные частицы, называется рекомбинацией.
В электрической дуге отрицательными частицами являются в основном электроны. Непосредственное соединение электронов с положительным ионом ввиду большой разности скоростей маловероятно. Обычно рекомбинация происходит при помощи нейтральной частицы, которую электрон заряжает. При соударении этой отрицательно заряженной частицы с положительным ионом образуется одна или две нейтральные частицы.
Диффузия. Диффузия заряженных частиц представляет собой процесс выноса заряженных частиц из дугового промежутка в окружающее пространство, что уменьшает проводимость дуги.
Диффузия обусловлена как электрическими, так и тепловыми факторами. Плотность зарядов в столбе дуги возрастает от периферии к центру. Ввиду этого создается электрическое поле, заставляющее ионы двигаться от центра к периферии и покидать область дуги. В этом же направлении действует и разность температур столба дуги и окружающего пространства. В стабилизированной и свободно горящей дуге диффузия играет ничтожно малую роль.
Падение напряжения на стационарной дуге распределяется неравномерно вдоль дуги. Картина изменения падения напряжения U Д и напряжённости электрического поля (продольного градиента напряжения) Е Д = dU/dx вдоль дуги приведена на рисунке (рис. 2). Под градиентом напряжения Е Д понимается падение напряжения на единицу длины дуги. Как видно из рисунка, ход характеристик U Д и Е Д в приэлектродных областях резко отличается от хода характеристик на остальной части дуги. У электродов, в прикатодной и прианодной областях, на промежутке длины порядка 10 – 4 см имеет место резкое падение напряжения, называемое катодным U к и анодным U а. Значение этого падения напряжения зависит от материала электродов и окружающего газа. Суммарное значение прианодного и прикатодного падений напряжений составляет 15 – 30 В, градиент напряжения достигает 10 5 – 10 6 В/см.
В остальной части дуги, называемой столбом дуги, падение напряжения U Д практически прямо пропорционально длине дуги. Градиент здесь приблизительно постоянен вдоль ствола. Он зависит от многих факторов и может изменяться в широких пределах, достигая 100 – 200 В/см.
Околоэлектродное падение напряжения U Э не зависит от длины дуги, падение напряжения в столбе дуги пропорционально длине дуги. Таким образом, падение напряжения на дуговом промежутке
U Д = U Э + Е Д l Д,
где: Е Д – напряжённость электрического поля в столбе дуги;
l Д – длина дуги; U Э = U к + U а.
В заключение следует ещё раз отметить, что в стадии дугового разряда преобладает термическая ионизация – разбиение атомов на электроны и положительные ионы за счёт энергии теплового поля. При тлеющем – возникает ударная ионизация у катода за счет соударения с электронами, разгоняемыми электрическим полем, а при таунсендовском разряде ударная ионизация преобладает на всём промежутке газового разряда.
Статическая вольтамперная характеристика электрической
дуги постоянного тока.
Важнейшей характеристикой дуги является зависимость напряжения на ней от величины тока. Эта характеристика называется вольтамперной. С ростом тока i увеличивается температура дуги, усиливается термическая ионизация, возрастает число ионизированных частиц в разряде и падает электрическое сопротивление дуги r д.
Напряжение на дуге равно ir д.При увеличении тока сопротивление дуги уменьшается так резко, что напряжение на дуге падает, несмотря на то, что ток в цепи возрастает. Каждому значению тока в установившемся режиме соответствует свой динамический баланс числа заряженных частиц.
При переходе от одного значения тока к другому тепловое состояние дуги не изменяется мгновенно. Дуговой промежуток обладает тепловой инерцией . Если ток изменяется во времени медленно, то тепловая инерция разряда не сказывается. Каждому значению тока соответствует однозначное значение сопротивления дуги или напряжения на ней.
Зависимость напряжения на дуге от тока при медленном его изменении называется статической вольтамперной характеристикой дуги.
Статическая характеристика дуги зависит от расстояния между электродами (длины дуги), материала электродов и параметров среды, в которой горит дуга.
Статические вольтамперные характеристики дуги имеют вид кривых, изображенных на рис. 3.

Рис. 3. Статические вольтамперные характеристики дуги
Чем больше длина дуги, тем выше лежит ее статическая вольтамперная характеристика. С ростом давления среды, в которой горит дуга, также увеличивается напряженность Е Д и поднимается вольтамперная характеристика аналогично рис. 3.
Охлаждение дуги существенно влияет на эту характеристику. Чем интенсивнее охлаждение дуги, тем больше от нее отводится мощность. При этом должна возрасти мощность, выделяемая дугой. При заданном токе это возможно за счет увеличения напряжения на дуге. Таким образом, с ростом охлаждения вольтамперная характеристика располагается выше. Этим широко пользуются в дугогасительных устройствах аппаратов.
Динамическая вольтамперная характеристика электрической
дуги постоянного тока.
Если ток в цепи изменяется медленно, то току i 1 соответствует сопротивление дуги r Д1 ,абольшему току i 2 соответствует меньшее сопротивление r Д2 , что отражено на рис. 4. (см. статическую характеристику дуги – кривая А ).

Рис. 4. Динамическая вольтамперная характеристика дуги.
В реальных установках ток может меняться довольно быстро. Вследствие тепловой инерции дугового столба изменение сопротивления дуги отстает от изменения тока.
Зависимость напряжения на дуге от тока при быстром его изменении называется динамической вольтамперной характеристикой .
При резком возрастании тока динамическая характеристика идет выше статической (кривая В ), так как при быстром росте тока сопротивление дуги падает медленнее, чем растет ток. При уменьшении – ниже, поскольку в этом режиме сопротивление дуги меньше, чем при медленном изменении тока (кривая С ).
Динамическая характеристика в значительной степени определяется скоростью изменения тока в дуге. Если в цепь ввести очень большое сопротивление за время, бесконечно малое по сравнению с тепловой постоянной времени дуги, то в течение времени спада тока до нуля сопротивление дуги останется постоянным. В этом случае динамическая характеристика изобразится прямой, проходящей из точки 2 в начало координат (прямая D ),т. е. дуга ведет себя как металлический проводник, так как напряжение на дуге пропорционально току.
Условия гашения дуги постоянного тока.
Чтобы погасить электрическую дугу постоянного тока, необходимо создать такие условия, чтобы в дуговом промежутке при всех значениях тока процессы деионизации протекали бы интенсивнее, чем процессы ионизации.

Рис. 5. Баланс напряжений в цепи с электрической дугой.
Рассмотрим электрическую цепь, содержащую сопротивление R , индуктивность L и дуговой промежуток с падением напряжения U Д, к которой приложено напряжение U (рис. 5, а ). При дуге, имеющей неизменную длину, для любого момента времени будет справедливо уравнение баланса напряжений в этой цепи:
![]()
где падение напряжения на индуктивности при изменении тока.
Стационарным режимом будет такой, при котором ток в цепи не меняется, т.е. а уравнение баланса напряжений примет вид:
Для погасания электрической дуги необходимо, чтобы ток в ней всё время уменьшался, т.е. , а
Графическое решение уравнения баланса напряжений представлено на рис. 5, б . Здесь прямая 1 представляет собой напряжение источника U ; наклонная прямая 2 – падение напряжения на сопротивлении R (реостатная характеристика цепи), вычитаемое из напряжения U , т.е. U – iR ; кривая 3 – вольтамперную характеристику дугового промежутка U Д.
Особенности электрической дуги переменного тока.
Если для гашения дуги постоянного тока необходимо создать такие условия, при которых ток упал бы до нуля, то при переменном токе ток в дуге независимо от степени ионизации дугового промежутка переходит через нуль каждый полупериод, т.е. каждый полупериод дуга гаснет и зажигается вновь. Задача гашения дуги существенно облегчается. Здесь необходимо создать условия, при которых ток не восстановился бы после прохождения через нуль.
Вольтамперная характеристика дуги переменного тока за один период приведена на рис. 6. Поскольку, даже при промышленной частоте 50 Гц, ток в дуге меняется достаточно быстро, то представленная характеристика является динамической. При синусоидальном токе напряжение на дуге сначала увеличивается на участке 1, а затем, в связи с ростом тока, падает на участке 2 (участки 1 и 2 относятся к первой половине полупериода). После прохождения тока через максимум динамическая ВАХ возрастает по кривой 3 в связи с уменьшением тока, а затем уменьшается на участке 4 в связи с приближением напряжения к нулю (участки 3 и 4 относятся ко второй половине этого же полупериода).

Рис. 6. Вольтамперная характеристика дуги переменного тока
При переменном токе температура дуги является величиной переменной. Однако тепловая инерция газа оказывается довольно значительной, и к моменту перехода тока через нуль температура дуги хотя и уменьшается, но остаётся достаточно высокой. Всё же имеющее место снижение температуры при переходе тока через нуль способствует деионизации промежутка и облегчает гашение электрической дуги переменного тока.
Электрическая дуга в магнитном поле.
Электрическая дуга является газообразным проводником тока. На этот проводник, так же как на металлический, действует магнитное поле, создавая силу, пропорциональную индукции поля и току в дуге. Магнитное поле, действуя на дугу, увеличивает ее длину и перемещает элементы дуги в пространстве. Поперечное перемещение элементов дуги создает интенсивное охлаждение, что приводит к повышению градиента напряжения на столбе дуги. При движении дуги в среде газа с большой скоростью возникает расслоение дуги на отдельные параллельные волокна. Чем длиннее дуга, тем сильнее происходит расслоение дуги.
Дуга является чрезвычайно подвижным проводником. Известно, что на токоведущую часть действуют такие силы, которые стремятся увеличить электромагнитную энергию контура. Поскольку энергия пропорциональна индуктивности, то дуга под действием своего собственного поля стремится образовывать витки, петли, так как при этом возрастает индуктивность цепи. Эта способность дуги тем сильнее, чем больше ее длина.
Движущаяся в воздухе дуга преодолевает аэродинамическое сопротивление воздуха, которое зависит от диаметра дуги, расстояния между электродами, плотности газа и скорости движения. Опыт показывает, что во всех случаях в равномерном магнитном поле дуга движется с постоянной скоростью. Следовательно, электродинамическая сила уравновешивается силой аэродинамического сопротивления.
С целью создания эффективного охлаждения дуга с помощью магнитного поля втягивается в узкую (диаметр дуги больше ширины щели) щель между стенками из дугостойкого материала с высокой теплопроводностью. Из-за увеличения теплоотдачи стенкам щели градиент напряжения в столбе дуги при наличии узкой щели значительно выше, чем у дуги, свободно перемещающейся между электродами. Это дает возможность сократить необходимую для гашения длину и время гашения.
Способы воздействия на электрическую дугу в коммутационных аппаратах.
Цель воздействия на столб возникающей в аппарате дуги состоит в увеличении её активного электрического сопротивления вплоть до бесконечности, когда коммутационный орган переходит в изоляционное состояние. Практически всегда это достигается путем интенсивного охлаждения столба дуги, уменьшения её температуры и теплосодержания, в результате чего снижается степень ионизации и количество носителей электричества и ионизированных частиц и повышается электрическое сопротивление плазмы.
Для успешного гашения электрической дуги в коммутационных низковольтных аппаратах необходимо выполнить следующие условия:
1) увеличить длину дуги путем её растяжения или увеличения числа разрывов на полюс выключателя;
2) переместить дугу на металлические пластины дугогасительной решётки, которые являются как радиаторами, поглощающими тепловую энергию столба дуги, так и разбивают её на ряд последовательно соединённых дуг;
3) переместить столб дуги магнитным полем в щелевую камеру из дугостойкого изоляционного материала с большой теплопроводностью, где дуга интенсивно охлаждается, соприкасаясь со стенками;
4) образовывать дугу в закрытой трубке из газогенерирующего материала – фибры; выделяемые под воздействием температуры газы создают высокое давление, что способствует гашению дуги;
5) уменьшить концентрацию паров металлов в дуге, для чего на этапе проектирования аппаратов использовать соответствующие материалы;
6) гасить дугу в вакууме; при очень низком давлении газа недостаточно атомов газа, чтобы ионизировать их и поддержать проведение тока в дуге; электрическое сопротивление канала столба дуги становится очень высоким и дуга гаснет;
7) размыкать контакты синхронно перед переходом переменного тока через нуль, что существенно снижает выделение тепловой энергии в образовавшейся дуге, т.е. способствует гашению дуги;
8) применять чисто активные сопротивления, шунтирующие дугу и облегчающие условия её гашения;
9) применять шунтирующие межконтактный промежуток полупроводниковые элементы, переключающие на себя ток дуги, что практически исключает образование дуги на контактах.
Привет всем посетителям моего блога. Тема сегодняшней статьи электрическая дуга и защита от электрической дуги. Тема не случайная, пишу из больницы имени Склифосовского. Догадываетесь почему?
Что такое электрическая дуга
Это один из видов электрического разряда в газе (физическое явление). Также ее называют – Дуговой разряд или Вольтова дуга. Состоит из ионизированного, электрически квазинейтрального газа (плазмы).
Может возникнуть между двумя электродами при увеличении напряжения между ними, либо приближении друг к другу.
Вкратце о свойствах : температура электрической дуги, от 2500 до 7000 °С. Не маленькая температура, однако. Взаимодействие металлов с плазмой, приводит к нагреву, окислению, расплавлению, испарению и другим видам коррозии. Сопровождается световым излучением, взрывной и ударной волной, сверхвысокой температурой, возгоранием, выделением озона и углекислого газа.
В интернете есть немало информации о том, что такое электрическая дуга, каковы ее свойства, если интересно подробнее, посмотрите. Например, в ru.wikipedia.org.
Теперь о моем несчастном случае. Трудно поверить, но 2 дня назад я напрямую столкнулся с этим явлением, причем неудачно. Дело было так: 21 ноября, на работе, мне было поручено сделать разводку светильников в распаечной коробке, после чего подключить их в сеть. С разводкой проблем не возникло, а вот когда полез в щит, возникли некоторые трудности. Жаль андройд свой дома забыл, не сделал фото электрощита, а то было бы более ясно. Возможно сделаю еще, как выйду на работу. Итак, щит был очень старый — 3 фазы, нулевая шина (она же заземление), 6 автоматов и пакетный выключатель (вроде все просто), состояние изначально не вызывало доверия. Долго боролся с нулевой шиной, так как все болты были ржавые, после чего без труда посадил фазу на автомат. Все хорошо, проверил светильники, работают.
После, вернулся к щиту, чтобы аккуратно уложить провода, закрыть его. Хочу заметить, электрощит находился на высоте ~2 метра, в узком проходе и чтобы добраться до него, использовал стремянку (лестницу). Укладывая провода, обнаружил искрения на контактах других автоматов, что вызывало моргание ламп. Соответственно я протянул все контакты и продолжил осмотр остальных проводов (чтобы 1 раз сделать и не возвращаться больше к этому). Обнаружив, что один контакт на пакетнике имеет высокую температуру, решил протянуть его тоже. Взял отвертку, прислонил к винту, повернул, бах! Раздался взрыв, вспышка, меня отбросило назад, ударившись об стену, я упал на пол, ничего не видно (ослепило), щит не переставал взрываться и гудеть. Почему не сработала защита мне не известно. Чувствуя на себе падающие искры я осознал, что надо выбираться. Выбирался на ощупь, ползком. Выбравшись из этого узкого прохода, начал звать напарника. Уже на тот момент я почувствовал, что с моей правой рукой (ей я держал отвертку) что-то не так, ужасная боль ощущалась.
Вместе с напарником мы решили, что нужно бежать в медпункт. Что было дальше, думаю не стоит рассказывать, всего обкололи и в больницу. Никогда походу не забуду этот ужасный звук долгого короткого замыкания – зуд с жужжанием.
Сейчас лежу в больнице, на коленке у меня ссадина, врачи думают, что меня било током, это выход, поэтому наблюдают за сердцем. Я же считаю, что током меня не било, а ожег на руке, был нанесен электрической дугой, которая возникла при замыкании.
Что там случилось, почему произошло замыкание мне пока не известно, думаю, при повороте винта, сдвинулся сам контакт и произошло замыкание фаза-фаза, либо сзади пакетного выключателя находился оголенный провод и при приближении винта возникла электрическая дуга . Узнаю позже, если разберутся.
Блин, сходил на перевязку, так руку замотали, что пишу одной левой теперь)))

Фото без бинтов делать не стал, очень не приятное зрелище. Не хочу пугать начинающих электриков….
Какие бывают меры защиты от электрической дуги, что могло меня защитить? Проанализировав интернет, увидел, что самым популярным средством защиты людей в электроустановках от электрической дуги является термостойкий костюм. В северной Америке большой популярностью пользуются специальные автоматы фирмы Siemens, которые защищают как от электрической дуги, так и от максимального тока. В России, на данный момент, подобные автоматы используются только на высоковольтных подстанциях. В моем случае мне бы хватило диэлектрической перчатки, но сами подумайте, как в них подключать светильники? Это очень неудобно. Также рекомендую использовать защитные очки, чтобы защитить глаза.

В электроустановках борьба с электрической дугой осуществляется с помощью вакуумных и масляных выключателей, а также при помощи электромагнитных катушек совместно с дугогасительными камерами.
Это все? Нет! Самым надежным способом обезопасить себя от электрической дуги, на мой взгляд, являются работы со снятием напряжения . Не знаю как вы, а я под напряжением работать больше не буду...
На этом моя статья электрическая дуга и защита от электрической дуги заканчивается. Есть что дополнить? Оставь комментарий.
Электрическая дуга представляет собой вид разряда, характеризующийся большой плотностью тока, высокой температурой, повышенным давлением газа и малым падением напряжения на дуговом промежутке. При этом имеет место интенсивное нагревание электродов (контактов), на которых образуются так называемые катодные и анодные пятна. Катодное свечение концентрируется в небольшом ярком пятне, раскаленная часть противоположного электрода образует анодное пятно.
В дуге можно отметить три области, весьма различные по характеру протекающих в них процессов. Непосредственно к отрицательному электроду (катоду) дуги прилегает область катодного падения напряжения. Далее идет плазменный ствол дуги. Непосредственно к положительному электроду (аноду) прилегает область анодного падения напряжения. Эти области схематично показаны на рис. 1.

Рис. 1. Строение электрической дуги
Размеры областей катодного и анодного падения напряжении на рисунке сильно преувеличены. В действительности их протяженность очень мала Например, протяженность катодного падения напряжения имеет величину порядка пути свободного движения электрона (меньше 1 мк). Протяженность области анодного падения напряжения обычно несколько больше этой величины.
В обычных условиях воздух является хорошим изолятором. Так, необходимое для пробоя воздушного промежутка в 1 см напряжение составляет 30 кВ. Чтобы воздушный промежуток стал проводником, необходимо создать в нем определенную концентрацию заряженных частиц (электронов и ионов).
Как возникает электрическая дуга
Электрическая дуга, представляющая собой поток заряженных частиц, в начальный момент расхождения контактов возникает в результате наличия свободных электронов газа дугового промежутка и электронов, излучаемых с поверхности катода. Свободные электроны, находящиеся в промежутке между контактами перемещаются с большой скоростью по направлению от катода к аноду под действием сил электрического поля.
Напряженность поля в начале расхождения контактов может достигать нескольких тысяч киловольт на сантиметр. Под действием сил этого поля вырываются электроны с поверхности катода и перемещаются к аноду выбивая из него электроны, которые образуют электронное облако. Созданный таким путем первоначальный поток электронов образует в дальнейшем интенсивную ионизацию дугового промежутка.
Наряду с ионизационными процессами, в дуге параллельно и непрерывно идут процессы деионизации. Процессы деионизации состоят а том, что при сближении двух ионов разных знаков или положительного иона и электрона они притягиваются и, сталкиваясь, нейтрализуются, кроме того, наряженные частицы перемещаются из области горения душ с большей концентрацией зарядов в окружающую среду с меньшей концентрацией зарядов. Все эта факторы приводят к понижению температуры дуги, к ее охлаждению и погасанию.

Рис. 2. Электрическая дуга
Дуга после зажигания
В установившемся режиме горения дут ионизационные и деионизационные процессы в ней находятся в равновесии. Ствол дуги с равным количеством свободных положительных и отрицательных зарядов характеризуется высокой степенью ионизации газа.
Вещество, степень ионизации которого близка к единице, т.е. в котором нет нейтральных атомов и молекул, называют плазмой.
Электрическая дуга характеризуется следующими особенностями:
1. Ясно очерченной границей между стволом дуги и окружающей средой.
2. Высокой температурой внутри ствола дуга, достигающей 6000 - 25000K.
3. Высокой плотностью тока и стволе дуги (100 - 1000 А/мм 2).
4. Малыми значениями анодного и катодного падения напряжения и практически не зависит от тока (10 - 20 В).
Вольт-амперная характеристика электрической дуги
Основной характеристикой дуги постоянного тока является зависимость напряжения дуги от тока, которая называется вольт-амперной характеристикой (ВАХ).
Дуга возникает между контактами при некотором напряжении (рис. 3), называемом напряжением зажигания Uз и зависящим от расстояния между контактами, от температуры и давления среды и от скорости расхождения контактов. Напряжение гашения дуги Uг всегда меньше напряжения U з.
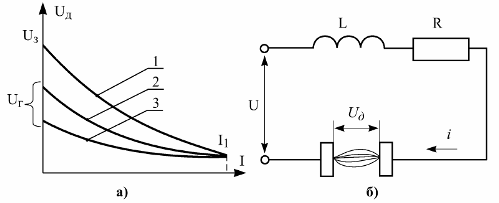
Рис. 3. Вольт-амперная характеристика дуги постоянного тока (а) и ее схема замещения (б)
Кривая 1 представляет собой статическую характеристику дуги, т.е. получаемую при медленном изменении тока. Характеристика имеет падающий характер. С ростом тока напряжение на дуге уменьшается. Это означает, что сопротивление дугового промежутка уменьшается быстрее, чей увеличивается ток.
Если с той или иной скоростью уменьшать ток в дуге от I1 до нуля и при этом фиксировать падение напряжения на дуге, то получатся кривые 2 и 3. Эти кривые носят название динамических характеристик.
Чем быстрее уменьшать ток, тем ниже будут лежать динамические ВАХ. Это объясняется тем, что при снижении тока такие параметры дуги, как сечение ствола, температура, не успевают быстро измениться и приобрести значения, соответствующие меньшему значению тока при установившемся режиме.
Падение напряжения на дуговом промежутке:
Ud = U з + EdId ,
где U з = U к + U а - околоэлектродное падение напряжения, Ed - продольный градиент напряжения в дуге, Id - дина дуги.
Из формулы следует, что с увеличением длины дуги падение напряжения на дуге будет увеличиваться, и ВАХ будет располагаться выше.
С электрической дугой борются при конструировании коммутационных электрических аппаратов. Свойства электрической дуги используются в и в .
В современной промышленности сварка имеет большое значение, она имеет очень широкую область применения во всех отраслях промышленности. Для осуществления сварочного процесса необходима сварочная дуга.
Что такое сварочная дуга, ее определение
Сварочной дугой считается очень большой по величине мощности и длительности электрический разряд, который существует между электродами, на которые подано напряжение, в смеси газов. Ее свойства отличаются высокой температурой и плотностью тока, благодаря которым она способна расплавлять металлы, имеющие температуру плавления выше 3000 градусов. Вообще можно сказать, что электрическая дуга – это проводник из газа, который преобразует электрическую энергию в тепловую. Электрическим зарядом называется прохождение электрического тока через газовую среду.
Существует несколько видов электрического разряда:
- Тлеющий разряд. Возникает в низком давлении, применяется в люминесцентных лампах и плазменных экранах;
- Искровой разряд. Возникает, когда давление равно атмосферному, отличается прерывистой формой. Искровому разряду соответствует молния, также применяется для зажигания двигателей внутреннего сгорания;
- Дуговой разряд. Применяет при сварке и для освещения. Отличается непрерывистой формой, возникает при атмосферном давлении;
- Коронный. Возникает, когда тело электрода шероховато и неоднородно, второй электрод может отсутствовать, то есть возникает струя. Применяется для очистки газов от пыли;
Природа и строение

Природа сварочной дуги не так уж и сложна, как может показаться на первый взгляд. Электрический ток, проходя через катод, затем проникает в ионизированный газ, происходит разряд с ярким свечением и очень высокой температурой, поэтому температура электрической дуги может достигать 7000 – 10000 градусов. После этого ток перетекает на обрабатываемый свариваемый материал. Так как температура настолько высока дуга выделяет вредное для человеческого организма ультрафиолетовое и инфракрасное излучения, оно может навредить глазам или оставить световые ожоги на коже, поэтому при проведении сварочного процесса необходима надлежащая защита.
Строение сварочной дуги представляет собой три главные области: анодная, катодная и столб дуги. Во время горения дуги на катоде и аноде образуются активные пятна – области, в которых температура достигает самых высоких значений, именно через данные области проходит весь электрический ток, анодные и катодные области представляют собой более большие падения напряжения. А сам столб располагается между этими областями падение напряжения в столбе очень незначительно. Таким образом, длина сварочной дуги представляет собой сумму вышеперечисленных областей, обычно длина равна нескольким миллиметрам, когда анодные и катодные области, соответственно, равны 10-4 и 10-5 см. Самая благоприятная длина примерно равна 4-6мм, при такой длине обеспечивается постоянная и благоприятная температура.
Разновидности
Виды сварочной дуги отличаются схемой подвода сварочного тока и средой, в которой они возникают, наиболее распространенными вариантами являются:
- Прямое действие. При таком способе сварочный располагается параллельно свариваемой металлической конструкции и дуга возникает под углом девяносто градусов по отношению к электроду и металлу;
- Сварочная дуга косвенного действия. Возникает, когда используется два электрода, которые располагаются под углом 40-60 градусов к поверхности свариваемой детали, дуга возникает между электродами и сваривает металл;
Также существует классификация в зависимости от атмосферы, в которой они возникают:
- Открытый тип. Дуга данного типа горит на воздухе и вокруг нее образовывается газовая фаза, содержащая пары свариваемого материала, электродов и их покрытий;
- Закрытый тип. Горение такой дуги происходит под слоем флюса, в газовую фазу, образовавшуюся вокруг дуги входят пары металла, электрода и флюса;
- Дуга с подачей газов. В горящую дугу подаются сжатые газы – гелий, аргон, углекислый газ, водород и другие различные смеси газов, подаются они для того, чтобы не окислялся свариваемый металл, их подача способствует восстановительной или нейтральной среде. В газовую фазу вокруг дуги входят – подающийся газ, пары металла и электрода;
Также различают по длительности действия – стационарная (для долгого применения) и импульсная (для однократного), по материалу используемого электрода – угольные, вольфрамовые – неплавящиеся электроды и металлические – плавящиеся. Самый распространенный плавящийся электрод – стальной. На сегодняшний день наиболее часто применяется сварка с неплавящимся электродом. Таким образом, виды сварочных дуг разнообразны.
Условия горения
При стандартных условиях, то есть температуре в 25 градусов и давлении в 1 атмосферу газы не способны проводить электрический ток. Для того, чтобы образовалась дуга необходимо, чтобы газы между электродами были ионизированы, то есть имели в своем составе различные заряженные частицы – электроны или ионы (катионы или анионы). Процесс образования ионизированного газа будет называться ионизацией, а работа, которую необходимо затратить на отрыв электрона у атомной частицы для образования электрона и иона – работой ионизации, которая измеряется в электрон-вольтах и называется потенциалом ионизации. Какую именно энергию необходимо затратить для отрыва электрона от атома зависит от природы газовой фазы, значения могут быть от 3,5 до 25 эВ. Самый маленький потенциал ионизации имеют металлы щелочной и щелочно-земельной группы – калий, кальций и, соответственно, их химический соединения. Такими соединениями покрывают электроды, для того, чтобы они способствовали устойчивому существованию и горению сварочной дуги.
Также для возникновения и горения дуги необходима постоянная температура на катод, которая зависит от природы катода, его диаметра, размера и температуры окружающей среды. Температура электрической дуги поэтому должна быть постоянной и не колебаться, благодаря огромным значениям силы тока температура может достигать 7 тысяч градусов, таким образом, сваркой можно присоединять абсолютно все материалы. Постоянная температура обеспечивается с помощью исправного источника питания, поэтому его выбор при конструировании сварочного аппарата очень важен, он оказывает влияние на свойства дуги.
Возникновение
Она возникает при быстром замыкании, то есть когда электрод соприкасается с поверхность свариваемого материала, из-за колоссальной температуры поверхность материала расплавляется, а между электродом и поверхность образуется небольшая полоса из расплавившегося материала. К моменту расхождения электрода и свариваемого материала образуется шейка из материала, которая моментально разрывается и испаряется из-за высокого значений плотности тока. Газ ионизируется и возникает электрическая дуга. Возбудить ее можно с помощью касания или чирканья.
Особенности
Она имеет следующие особенности по сравнению с другими электрическими зарядами:
- Высокая плотность тока, которая достигает нескольких тысяч ампер на квадратный сантиметр, благодаря чему достигается очень высокая температура;
- Неравномерность распределения электрического поля в пространстве между электродами. Вблизи электродов падение напряжения очень велико, когда в столбе – наоборот;
- Огромная температура, которая достигает самых больших значений в столбе из-за высокой плотности тока. При увеличении длины столба температура уменьшается, а при сужении – наоборот увеличивается;
- С помощью сварочных дуг можно получать самые различные вольт-амперные характеристики – зависимости падения напряжения от плотности тока при постоянной длине, то есть установившемся горении. На данный момент существует три вольтамперные характеристики.
Первая – падающая, когда при увеличении силы и,соответственно, плотности тока, напряжение падает. Вторая- жесткая, когда изменение силы тока никак не влияет на значение величины напряжения итретья – возрастающая, когда при увеличении силы тока напряжение также увеличивается.
Таким образом, сварочную дугу можно назвать самым лучшим и надежным способом скрепления металлических конструкций. Сварочный процесс оказывает большое влияние на сегодняшнюю промышленность, потому что только высокая температура сварочной дуги способна скреплять большинство металлов. Для получения качественных и надежных швов необходимо правильно и верно учитывать все характеристики дуги, следить за всеми значениями, благодаря этому процедура пройдет быстро и наиболее эффективно. Также необходимо учитывать свойства дуги: плотность тока, температуру и напряжение.
Принцип электродуговой сварки основан на использовании температуры электрического разряда, возникающего между сварочным электродом и металлической заготовкой.
Дуговой разряд образуется вследствие электрического пробоя воздушного промежутка. При возникновении этого явления происходит ионизация молекул газа, повышение его температуры и электропроводности, переход в состояние плазмы.
Горение сварочной дуги сопровождается выделением большого количества световой и особенно тепловой энергии, вследствие чего резко повышается температура, и происходит локальное плавление металла заготовки. Это и есть сварка.
В процессе работы, для того, чтобы возбудить дуговой разряд, производится кратковременное касание заготовки электродом, то есть, создание короткого замыкания с последующим разрывом металлического контакта и установлением требуемого воздушного зазора. Таким способом выбирается оптимальная длина сварочной дуги.
При очень коротком разряде электрод может прилипать к заготовке, плавление происходит чересчур интенсивно, что может привести к образованию наплывов. Длинная дуга отличается неустойчивостью горения и недостаточно высокой температурой в зоне сварки.
Неустойчивость и видимое искривление формы сварочной дуги часто можно наблюдать при работе промышленных сварочных агрегатов с достаточно массивными деталями. Это явление называется магнитным дутьем.
Суть его заключается в том, что сварочный ток дуги создает некоторое магнитное поле, которое взаимодействует с магнитным полем, создаваемым током, протекающим через массивную заготовку.
То есть, отклонение дуги вызывается магнитными силами. Дутьем процесс назван потому, что дуга отклоняется, как будто под воздействием ветра.
Радикальных способов борьбы с этим явлением нет. Для уменьшения влияния магнитного дутья применяют сварку укороченной дугой, а также располагают электрод под определенным углом.
Среда горения
Существует несколько различных сварочных технологий, использующих электродуговые разряды, отличающиеся свойствами и параметрами. Электрическая сварочная дуга имеет следующие разновидности:
- открытая. Горение разряда происходит непосредственно в атмосфере;
- закрытая. Образующаяся при горении высокая температура вызывает обильное выделение газов от сгорающего флюса. Флюс содержится в обмазке сварочных электродов;
- в среде защитных газов. В этом варианте, в зону сварки подается газ, чаще всего, это гелий, аргон или углекислый газ.
Защита зоны сварки необходима для предотвращения активного окисления плавящегося металла под воздействием кислорода воздуха.
Слой окисла препятствует образованию сплошного сварного шва, металл в месте соединения приобретает пористость, в результате чего снижается прочность и герметичность стыка.
В какой-то мере дуга сама способна создавать микроклимат в зоне горения за счет образования области повышенного давления, препятствующего притоку атмосферного воздуха.
Применение флюса позволяет более активно выдавливать воздух из зоны сварки. Использование среды защитных газов, подаваемых под давлением, решает эту задачу практически полностью.
Продолжительность разряда
Кроме критериев защищенности, дуговой разряд классифицируется по продолжительности. Существуют процессы, в которых горение дуги происходит в импульсном режиме.

В таких устройствах сварка осуществляется короткими вспышками. За время вспышки, температура успевает возрасти до величины, достаточной для локального расплавления небольшой зоны, в которой образуется точечное соединение.
Большинство же применяемых сварочных технологий использует относительно продолжительное по времени горение дуги. В течение сварочного процесса происходит постоянное перемещение электрода вдоль соединяемых кромок.
Область повышенной температуры, создающая , перемещается вслед за электродом. После перемещения сварочного электрода, следовательно, и дугового разряда, температура пройденного участка снижается, происходит кристаллизация сварочной ванны и образование прочного сварного шва.
Структура дугового разряда
Область дугового разряда условно принято делить на три участка. Участки, непосредственно прилегающие к полюсам (аноду и катоду), называют соответственно, анодным и катодным.
Центральную часть дугового разряда, расположенную между анодной и катодной областями, называют столбом дуги. Температура в зоне сварочной дуги может достигать нескольких тысяч градусов (до 7000 °C).
Хотя тепло не полностью передается металлу, его вполне хватает для расплавления. Так, температура плавления стали для сравнения составляет 1300-1500 °C.
Для обеспечения устойчивого горения дугового разряда необходимы следующие условия: наличие тока порядка 10 Ампер (это минимальное значение, максимум может достигать 1000 Ампер), при поддержании напряжения дуги от 15 до 40 Вольт .
Падение этого напряжения происходит в дуговом разряде. Распределение напряжения по зонам дуги происходит неравномерно. Падение большей части приложенного напряжения происходит в анодной и катодной зонах.
Экспериментальным путем установлено, что при , наибольшее падение напряжения наблюдается в катодной зоне. В этой же части дуги наблюдается наиболее высокий градиент температуры.
Поэтому, при выборе полярности сварочного процесса, катод соединяют с электродом, когда хотят добиться наибольшего его плавления, повысив его температуру. Наоборот, для более глубокого провара заготовки, катод присоединяют к ней. В столбе дуги падает наименьшая часть напряжения.
При производстве сварочных работ неплавящимся электродом, катодное падение напряжения меньше анодного, то есть, зона повышенной температуры смещена к аноду.
Поэтому, при этой технологии, заготовка подключается к аноду, чем обеспечивается хороший ее прогрев и защита неплавящегося электрода от излишней температуры.
Температурные зоны
 Следует заметить, что при любом виде сварки, как плавящимся, так и неплавящимся электродом, столб дуги (его центр) имеет самую высокую температуру – порядка 5000-7000 °C, а иногда и выше.
Следует заметить, что при любом виде сварки, как плавящимся, так и неплавящимся электродом, столб дуги (его центр) имеет самую высокую температуру – порядка 5000-7000 °C, а иногда и выше.
Зоны наиболее низкой температуры располагаются в одной из активных областей, катодной или анодной. В этих зонах может выделяться 60-70% тепла дуги.
Кроме интенсивного повышения температуры заготовки и сварочного электрода, разряд излучает инфракрасные и ультрафиолетовые волны, способные оказывать вредное влияние на организм сварщика. Это обусловливает необходимость применения защитных мер.
Что касается сварки переменным током, понятие полярности там не существует, так как положение анода и катода изменяется с промышленной частотой 50 колебаний в секунду.
Дуга в этом процессе обладает меньшей устойчивостью по сравнению с постоянным током, ее температура скачет. К преимуществам сварочных процессов на переменном токе, можно отнести только более простое и дешевое оборудование, да еще практически полное отсутствие такого явления, как магнитное дутье, о котором сказано выше.
Вольт-амперная характеристика
На графике представлены кривые зависимости напряжения источника питания от величины сварочного тока, называемые вольт–амперными характеристиками сварочного процесса.

Кривые красного цвета отображают изменение напряжения между электродом и заготовкой в фазах возбуждения сварочной дуги и устойчивого ее горения. Начальные точки кривых соответствуют напряжению холостого хода источника питания.
В момент возбуждения сварщиком дугового разряда, напряжение резко снижается вплоть до того периода, когда параметры дуги стабилизируются, устанавливается значение тока сварки, зависящее от диаметра применяемого электрода, мощности источника питания и установленной длины дуги.
С наступлением этого периода, напряжение и температура дуги стабилизируются, и весь процесс приобретает устойчивый характер.