Профили стальные горячекатаные разных назначений. Швеллер горячекатаный – чем он заслужил внимание промышленности
ГОСТ 30565-98
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
СПЕЦИАЛЬНЫЕ ДЛЯ ХИМИЧЕСКОГО И
НЕФТЯНОГО МАШИНОСТРОЕНИЯ
Общие технические условия
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Украинским государственным научно-исследовательским институтом металлов, ТК 2
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 13 от 28 мая 1998 г.)
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Беларуси |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Киргизская Республика |
Киргизстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикгосстандарт |
|
Туркменистан |
Главная государственная инспекция Туркменистана |
|
Республика Узбекистан |
Узгосстандарт |
|
Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 28 апреля 1999 г. № 150 межгосударственный стандарт ГОСТ 30565-98 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2000 г.
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ
ГОСТ 30565-98
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ СПЕЦИАЛЬНЫЕ ДЛЯ ХИМИЧЕСКОГО И НЕФТЯНОГО МАШИНОСТРОЕНИЯ
Общие технические условия
Hot-rolled steel shapes for machine-building in chemical engineering and oil industry.
General specifications
Дата введения 2000-01-01
1 Область примененияНастоящий стандарт распространяется на стальные горячекатаные специальные профили для химического и нефтяного машиностроения, предназначенные для алюминиевых и диафрагменных электролизеров и для уплотняющих рамок коксовых печей.
2 Нормативные ссылкиГОСТ 162-90 Штангенглубиномеры. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 535-88 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 1497-84 Металлы. Методы испытания на растяжение
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 5378-88 Угломеры с нониусом. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 14019-80 (ИСО 7483-85) Металлы. Методы испытания на изгиб
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.6-88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 26877-91 Металлопродукция. Методы измерения отклонений формы
ГОСТ 27809-95 Чугун и сталь. Методы спектрографического анализа
3 Основные параметры и размеры3.1 Форма поперечного сечения и размеры горячекатаных профилей должны соответствовать профилям, приведенным на рисунках 1, 2, 3.
3.2 Предельные отклонения по размерам, площадь поперечного сечения и масса 1 м длины профиля должны соответствовать приведенным в таблицах 1, 2, 3.
Рисунок 1 - Полосовой профиль № 1 для алюминиевых электролизеров
Таблица 1
|
Тип профиля |
Радиус закругления углов R , мм |
Масса 1 м длины профиля, кг |
|||||
|
Примечание - Допускается увеличение радиуса закругления углов профиля до 18 мм. |
|||||||

Рисунок 2 - Специальный профиль № 2 для электролизеров ФБ 500
Таблица 2
|
Обозначение профиля |
Номинальные размеры (1) и предельные отклонения (2), мм |
Площадь поперечного сечения, см 2 |
Масса 1 м длины профиля, кг |
|||||||
|
по высоте |
по ширине |
по толщине |
||||||||
|
основания |
||||||||||
|
80 ´ 60 ´ 25 ´ 8 |
||||||||||

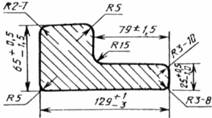
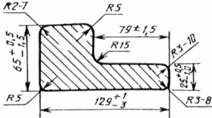
Рисунок 3 - Профиль № 3 для уплотняющих рамок коксовых батарей
Таблица 3
|
Обозначение профиля |
Номинальные размеры (1) и предельные отклонения (2), мм |
Площадь поперечного сечения, см 2 |
Масса 1 м длины профиля, кг |
|||||||
|
по высоте |
по ширине |
по толщине |
||||||||
|
основания |
||||||||||
|
40 ´ 37 ´ 5 ´ 4 ´ 3 |
||||||||||
3.3 Площадь поперечного сечения и масса 1 м длины профиля вычислены по номинальным размерам; при вычислении массы 1 м длины профиля плотность стали принята равной 7,85 г/см 3 .
3.4 Значения радиусов закругления углов и размеры профилей, на которые не установлены предельные отклонения, приведены для построения калибров; на профилях их не контролируют.
3.5 Профиль № 1 изготовляют длиной от 2,15 до 6 м, профиль № 3 - от 2 до 8 м.
3.5.1 В зависимости от заказа профили № 1 и 3 изготовляют:
Мерной длины (МД);
Мерной длины с немерными отрезками, масса которых не превышает 10 % массы партии (МД1);
Кратной мерной длины (КД);
Кратной мерной длины с немерными отрезками, масса которых не превышает 10 % массы партии (КД1);
Немерной длины (НД).
3.5.2 По соглашению изготовителя с потребителем допускается изготовление профилей других длин.
3.6 Профиль № 2 изготовляют мерной длины - 3900 мм. Допускается поставка немерной длины, но не короче 2250 мм, масса которой не превышает 5 % массы партии.
3.7 Предельные отклонения по длине профилей мерной и кратной мерной длины не должны превышать:
Для профиля № 1 +100 мм;
Для профиля № 2 +40 мм;
Для профиля № 3 +70 мм.
При поставке профилей длиной один крат предельные отклонения не должны превышать ±25 мм.
3.8 Кривизна профилей не должна превышать:
Для профиля № 1 0,6 % длины;
Для профиля № 2 0,4 % длины;
Для профиля № 3 0,5 % длины.
3.9 Серповидность профиля № 1 не должна превышать 0,6 % длины. Серповидность профиля проверяют на длине не менее 1 м.
3.10 Профили должны быть обрезаны. Косина реза для профилей № 2 и 3 не должна превышать 10 мм, а для профиля № 1 - 5 мм по толщине и 10 мм по ширине.
3.11 Скручивание профилей вокруг продольной оси не допускается.
Примеры условных обозначений:
Профиль № 1 горячекатаный шириной 230 мм, толщиной 115 мм, кратной мерной длины (КД), по ГОСТ 30565 из стали марки Ст3сп категории 2, группы II по ГОСТ 535:
Профиль № 1 ![]()
Профиль № 2 горячекатаный высотой 80 мм, шириной 60 мм, толщиной у основания 25 мм, толщиной стенки 8 мм, мерной длины (МД), по ГОСТ 30565 из стали марки Ст3пс категории 2, группы II по ГОСТ 535:
Профиль № 2
![]()
4.1 Характеристики
4.1.1 Профили изготовляют из стали по ГОСТ 380 марок:
Профиль № 1 - Ст0, Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп;
Профиль № 2 - Ст3пс, Ст3сп;
Профиль № 3 - Ст3кп, Ст3пс, Ст3сп.
4.1.1.1 Профиль № 2 изготовляют с гарантией свариваемости, что обеспечивается соблюдением требований к химическому составу и механическим свойствам.
4.1.2 Механические свойства профилей - по ГОСТ 535.
4.1.3 Качество поверхности профилей - по ГОСТ 535. Группу качества поверхности указывают в заказе. Если группа поверхности не указана в заказе, ее устанавливает изготовитель.
4.2 Маркировка
4.2.1 Маркировка профилей - по ГОСТ 7566.
4.3 Упаковка
4.3.1 Упаковка профилей - по ГОСТ 7566.
5 Правила приемки5.1 Правила приемки профилей - по ГОСТ 7566.
5.2 Профили принимают партиями. Партия должна состоять из профилей одного профилеразмера из стали одной плавки (ковша).
5.2.1 По соглашению изготовителя с потребителем в партии допускаются профили разных плавок.
5.3 Партия должна сопровождаться документом о качестве по ГОСТ 7566.
5.4 Для проверки качества профилей от партии отбирают:
Для химического анализа - одну-три пробы от плавки (ковша);
Для испытания на растяжение и изгиб - один профиль;
Для испытания на ударную вязкость - два профиля;
Для проверки размеров - 10 % от партии, но не меньше 5 шт.
Качество поверхности проверяют на всех профилях.
5.5 При получении неудовлетворительных результатов проверки испытаний хотя бы по одному показателю проводят повторную проверку в соответствии с ГОСТ 7566.
Результаты повторных испытаний распространяются на всю партию.
6 Методы контроля6.1 Методы отбора проб для определения химического состава - по ГОСТ 7565.
6.2 Химический анализ стали - по ГОСТ 22536.0 - ГОСТ 22536.12, ГОСТ 27809 или другими методами, утвержденными в установленном порядке, обеспечивающими необходимую точность анализа.
При разногласии между изготовителем и потребителем оценку проводят стандартными методами.
6.3 Отбор проб для механических и технологических испытаний - по ГОСТ 7564.
6.4 Испытание на растяжение - по ГОСТ 1497.
6.5 Испытание на изгиб - по ГОСТ 14019.
6.6 Испытание на ударную вязкость - по ГОСТ 9454.
6.7 При контроле механических свойств допускается применять статистические и неразрушающие методы контроля по нормативной документации на методы контроля металлопродукции.
6.8 Геометрические размеры профилей контролируют с помощью измерительных инструментов согласно ГОСТ 162, ГОСТ 166, ГОСТ 427, ГОСТ 3749, ГОСТ 5378, ГОСТ 6507, ГОСТ 7502.
6.9 Контроль кривизны - по ГОСТ 26877.
6.10 Контроль качества поверхности проводят осмотром без применения увеличительных приборов.
6.11 Размеры профилей и кривизну проверяют на расстоянии не менее 500 мм от торцов профиля.
7 Транспортирование и хранение7.1 Транспортирование и хранение профилей № 2 и 3 - по ГОСТ 7566.
7.2 Транспортирование и хранение профиля № 1 - по ГОСТ 7566 с дополнениями.
Профиль полосовой для алюминиевых электролизеров должен храниться на специальных стеллажах, исключающих изгибание профиля, в стопах без обвязки проволокой.
При складировании профилей в штабеля стопы их должны располагаться взаимно перпендикулярными рядами, исключающими падение, провисание концов и искривление профиля.
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ РАЗНЫХ НАЗНАЧЕНИЙ
СОРТАМЕНТ
ГОСТ 5157-83
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
РАЗНЫХ НАЗНАЧЕНИЙ
Сортамент ГОСТ
Hot-rolled steel sections for different purposes. 5157-83
Dimensions
Срок действия с 01.01.85
до 01.01.95
1. Настоящий стандарт устанавливает сортамент стальных горячекатаных профилей: для косых шайб, овальных, для серпов, для коньков, сегментных, для тормозных шин, применяемых в разных отраслях промышленности.
2. Размеры профилей, предельные отклонения размеров, площадь поперечного сечения, масса 1 м длины должны соответствовать указанным на черт. 1-6 и в табл. 1-5.
2.1. Профиль для косых шайб
Таблица 1
Размеры, мм
|
2 B |
B |
H |
h |
Пло-щадь попере-чного |
Теоре-тическая масса 1м, кг |
Для болтов с диаме-тром |
||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
сечения, см 2 |
резьбы |
|
|
32 |
0,5 1,0 |
16 |
5,8 |
1,56 |
1,22 |
|||||
|
40 |
20 |
6,2 |
2,04 |
1,60 |
10 |
|||||
|
60 |
0,5 1,2 |
30 |
± 1,0 |
7,3 |
0,3 0,5 |
0,3 0,5 |
3,42 |
2,68 |
12-14 |
|
|
80 |
0,5 1.4 |
40 |
8,4 |
4,96 |
3,89 |
16-20 |
||||
2.2. (Исключен, Изм. № 1).
2.3. Профиль для серпов
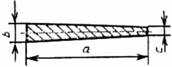
Таблица 3
Размеры, мм
|
a |
b |
c |
Площадь поперечного |
Теоретическая масса 1 |
||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
сечения, см 2 |
м., кг |
|
|
23 |
0,46 |
0,36 |
||||||
|
±1,0 |
±0,5 |
±0,5 |
||||||
|
32 |
0,64 |
0,51 |
||||||
(Измененная редакция, Изм. № 1).
2.4. (Исключен, Изм. № 1).
2.5. Профиль для тормозных шин
Площадь поперечного сечения 52,48 см 2 .
Теоретическая масса 1 м профиля 41,2 кг.
-----
* Черт. 2 и 4 исключены (Изм. № 1).
2.6. Профиль сегментный
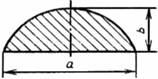
Таблица 5
Размеры, мм
|
a |
b |
Площадь поперечного |
Теоретическая масса 1 м, |
||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
сечения, см 2 |
кг |
|
15 |
0,54 |
0,43 |
|||
|
18 |
0,78 |
0,61 |
|||
|
20 |
10 |
1,57 |
1,23 |
||
|
22 |
±0,5 |
±0,5 |
1,11 |
0,87 |
|
|
24 |
11 |
2,02" |
1,58 |
||
|
25 |
1,44 |
1,13 |
|||
|
26 |
1,70 |
1,33 |
|||
|
27 |
±0.6 |
13 |
2,72 |
2,13 |
|
|
30 |
14 |
3,23 |
2,53 |
||
|
34 |
15 |
4,28 |
3,36 |
||
|
35 |
11 |
2,75 |
2,16 |
||
|
37 |
±0.7 |
17 |
4,82 |
3,78 |
|
|
40 |
12 |
0.4 |
3,41 |
2,68 |
|
|
40 |
14 |
0.5 |
4,08 |
3,20 |
|
|
45 |
±0.8 |
13 |
4,14 |
3,25 |
|
|
50 |
20 |
7,47 |
5,81 |
||
|
60 |
±1.0 |
20 |
8,67 |
6,81 |
|
|
65 |
20 |
9,28 |
7,20 |
||
(Измененная редакция, Изм. № 1).
3. Площадь поперечного сечения и масса 1 м профилей вычислена по номинальным размерам. При вычислении массы плотность стали принята равной 7,85 г/см 3 .
4. Профили изготовляют длиной от 2 до 6 м;
мерной длины,
кратной мерной длины,
немерной длины.
Длина профилей оговаривается в заказе.
(Измененная редакция, Изм. № 1).
5. Предельные отклонения по длине профилей мерной и кратной мерной длины не должны превышать:
40мм - для профилей длиной до 4 м,
60мм - для профилей длиной св. 4 м.
6. Профили должны быть прямыми. Скручивание профилей вокруг продольной оси не допускается.
7. Кривизна профилей в горизонтальной и вертикальной плоскостях не должна превышать:
0,6% длины - для профилей № 1, 2, 3 и 4;
0,25% длины - для профилей № 5;
0,4% длины - для профилей № 6.
8. Определение размеров профилей проводят на расстоянии не менее 500мм от торца штанги.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
И. С. Тришевскии, д-р техн. наук; Н. М, Воронцов, канд. техн. наук; В. Ф. Коваленко, канд. техн. наук; К. Ф. Перетятько;
Г. И. Снимщикова
Многие постройки возводятся с использованием самых разных материалов, однако одной из основных проблем является достижение требуемых прочностных и эксплуатационных характеристик при сравнительно небольшом расходе материала. В таких ситуациях конструкции усиливают специальными элементами, наиболее распространенным из которых является швеллер стальной горячекатаный. Часто он выступает в роли скелета постройки, ведь что может быть прочнее, чем профиль, выполненный из хорошей стали?
Разумеется, строительство не единственная сфера, где швеллер востребован. Такие области как автомобиле- или вагоностроение тоже нуждаются в прочных, легких и долговечных металлоконструкциях, позволяющих создавать надежный каркас для техники. Создание крупных судов и морских платформ тоже не обходится без такого элемента, как швеллер стальной. Обычно для этих целей применяют специальные решения, например, 400-миллиметровый профиль, который прочный и очень хорошо противостоит самым различным нагрузкам.
Несмотря на то, что швеллер используется во многих сферах человеческой деятельности, информация о таких изделиях содержится в основном в специализированных изданиях. Конечно, профессионал сможет найти её быстро, но неспециалист будет натыкаться лишь на предложения приобрести швеллер стальной по выгодной цене. Зная об этом, мы решили обобщить часть сведений в этой статье, чтобы облегчить работу тем, кто будет заниматься поиском аналогичной информации.
Что такое швеллер стальной
Для того чтобы ответить на этот вопрос нужно рассмотреть прежде всего способ изготовления подобных изделий. Их всего два, причем первый предполагает использование прокатного стана.
Металлический прокат бывает нескольких типов: фасонный, сортовой и листовой. Швеллер – это фасонный прокат, который в свою очередь может быть разделен на толстый и тонкий. К первой категории относятся изделия, толщина которых менее 4 мм, а ко второй – которые толще 4 мм.
Часто можно услышать, что швеллер бывает холоднокатаный и горячекатаный. Это не совсем верно, поскольку в первом случае речь идет о гнутом профиле. Он изготавливается с использованием специального профилегибочного оборудования и бывает обычный или перфорированный. Технологию изготовления, особенности и характеристики, отличающие такой металлический швеллер, приведены в нашей статье, посвященной данной тематике.
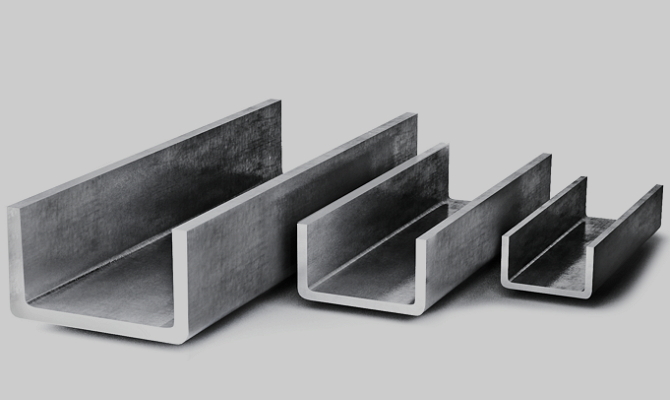
Отличить горячекатаный профиль от гнутого легко: они имеют различную форму граней, да и в сечении первый выглядит более массивным. Обычно швеллер отличается П-образным сечением, однако нужно уточнить, что существуют и вариации на эту тему. В качестве примера можно рассмотреть перфорированный швеллер. Такие изделия не могут похвастать очень большой прочностью, однако имеют другую важную особенность – малую массу. Благодаря правильной перфорации швеллер стальной имеет достаточную для прокладки коммуникаций прочность.
![]()
Сама перфорация может идти по одной стороне, или по всей поверхности изделия. Отметим также и то, что такое швеллер выполняется из тонкой листовой стали, и может быть не только П-, но и С-образным. Во втором случае речь идет о специальной разработке, предназначенной для применения совместно с канальной гайкой. Швеллер стальной с перфорацией идеален, когда требуется быстрый монтаж без использования сварки. Фиксация гайки производится благодаря загнутым боковым стенкам профиля, поэтому швеллер может использоваться для быстрого монтажа при минимальном количестве рабочих рук.
Обычно перфорированная разновидность профиля изготавливается на профилегибочном оборудовании, а вот классические варианты производятся двумя способами. Для работы с большими нагрузками рекомендуется применять швеллер стальной горячекатаный, поскольку он несколько превосходит гнутый профиль с точки зрения прочности и надежности.
Современная классификация по ГОСТу предполагает разделение всех швеллеров на несколько категорий:
- горячекатаные;
- гнутые.
Первые в свою очередь делятся на те, которые имеют полки, расположенные параллельно, и с наклонными внутренними гранями полок. Гнутый стальной швеллер, вес 1 метра которого существенно ниже, может быть равнополочным или неравнополочным. В процессе создания подобных металлоконструкций используются различные виды стали. Данный вопрос мы уже рассматривали в статье, где был приведен список факторов, влияющих на вес, который имеет швеллер стальной горячекатаный, поэтому более подробно останавливаться на типах сталей мы не будем.
Как правильно выбирать швеллер
В данном случае, как и в большинство других ситуаций, задача сводится к тому, чтобы определить, идеальный вариант для вашего случая: швеллер горячекатаный или гнутый, равнополочный или имеющий неравные полки, перфорированный или изготовленный из алюминия. Все эти изделия специализированы и лучше всего раскрывают свои свойства именно в каком-то конкретном случае. Если использовать швеллер стальной предполагается, чтобы усилить балкон, то расстояние между его стенками должно соответствовать толщине плиты.

Более того, толщина самого изделия выбирается так, чтобы обеспечить высокую надежность конструкции и должна быть проверена соответствующими расчетами.
Чтобы выбрать решения каких-либо конструкционных задач лучше всего обратиться к готовому проекту или привлечь специалиста, который сможет проанализировать огромное количество факторов оказывающих свое влияние на металлический элемент и правильно выполнить расчет нагрузки. Швеллер может быть еще и экономичным, что говорит о сравнительно небольшой толщине металла.
Низкая прочность экономичного класса профилей обусловлена малой толщиной, поэтому такой металлический швеллер нежелательно применять для ответственных конструкций или тех участков, где ожидается достаточно большая нагрузка на сооружение.
Существуют и специализированные разновидности профилей, но чтобы использовать швеллер стальной такого типа требуется оценить изменение массы будущей конструкции, поскольку подобные изделия могут иметь очень большой вес. Чрезмерное утяжеление каркаса постройки ни к чему хорошему не приведет, поэтому часто рекомендуют останавливать выбор не на углеродистой, а на легированной стали.
Если требуется скрыть коммуникации, то швеллер использовать будет вполне уместно. Обычно в таких случаях используется не катаный, а гнутый. На роль опоры для коммуникаций подойдет экономичный швеллер стальной.
В качестве примера сравним характеристики классического и специального профиля шириной 180 мм, высота полки которого составляет 70 см. В первом швеллер изготавливается из стали, толщина которой всего 5.1 мм, однако для нужд автомобильной промышленности выпускают другое изделие, имеющее толщину 9 мм.
Металлический швеллер для выполнения работ по ремонту или для строительства может быть любым, но нужно помнить, что его параметры следует учесть при обсчете проекта.
Чем плох швеллер горячекатаный
Массивный металлический профиль при всех своих преимуществах не лишен определенных недостатков, например, он имеет достаточно большую массу. Если сравнивать его с алюминиевым, то швеллер горячекатаный по массе имеет 3-кратное превосходство.
Вторая проблема заключается в том, что сталь требует защиты от вредных воздействий. Металл боится воды и влаги, поэтому используется оцинковка или его окрашивают. Швеллер перфорированный, который чаще всего используется в сложных условиях, защищают с помощью порошковой краски, о чем мы уже подробно рассказали в одной из наших статей.
Обозначение швеллера гнутого равнополочного зависит от его типа и в большинстве случаев выглядит как ширина стенки:высота полки:толщина металла или h:b:s соответственно.
Подводя итоги нужно отметить, что здесь мы рассмотрели все преимущества и недостатки, которые отличают швеллер горячекатаный, а также описали его свойства и особенности. Часть моментов была освещена не столь подробно, поскольку мы уже рассказывали о них в других статьях, посвященной теме «Швеллер».
Швеллер бывает горячекатаный и изогнутый холодным способом. Конечно, они отличаются некоторыми механическими характеристиками и областью применения, и в этой статье мы уделим внимание продукту горячего проката.
1 Что значит «горячекатаный»?
В основе большинства сооружений лежит каркас. Подобный порядок строительства подсказывает сама природа, создавая для любого своего "детища" скелет или сердцевину – костяк, который несет на себе весь организм. Но мало иметь основание. Нужно еще, чтобы оно обладало определенными свойствами, было прочным и легким. В процессе эволюции окружающий мир решил эту проблему, создав современные виды животных и растений. Человечество же создало разнообразные "скелеты" из металлических балок, в числе которых есть и такие "ребра", как горячекатаные швеллеры.
Способ изготовления такой части основы для металлических конструкций также подсказал опыт веков. Вспомните, как в исторических фильмах работали кузнецы. Вначале они грели заготовку из металла, а потом начинали обрабатывать ее молотками, придавая нужную форму. Тот же принцип действует и при изготовлении горячекатаного швеллера (ГОСТ 8240–97): раскаленная до определенного состояния металлическая полоса прокатывается через сортовой станок, где ей и придается П-образная форма.

Есть еще и "холоднокатаные" или, правильней, . Технология их изготовления уже другая: металлическая полоса здесь не разогревается, а прокатывается через станок, который изгибает ее края в виде буквы "П" механическим усилием. Такой вид балки легче, края подогнаны лучше, но в прочности горячекатаному он уступает. Используется подобный швеллер в основном в области машиностроения, а некоторые его виды нашли применение и в строительстве, где не требуется запаса прочности, на который способно изделие, изготовленное "горячим" способом.
Отличить швеллер с гнутым профилем от горячекатаного очень просто – первый имеет скругленные углы сечения, у второго они острые.
2 Особенности и характеристики горячекатаного швеллера
Из-за технологии, по которой изготавливается горячекатаный тип швеллера, вес у него больше, чем у гнутого, и сам по себе он погрубей. Особенно много труда надо приложить сварщикам, так как соединить швом толстые балки весьма непросто. Тем не менее для строительно-ремонтных работ подобные швеллеры более предпочтительны. Благодаря своей толщине они способны выдержать серьезную нагрузку.
В зависимости от поставленных задач швеллеры горячекатаного профиля можно разделить на 5 видов:
- имеющие грани в виде параллельных полок (П);
- с полками под определенным уклоном (У);
- с параллельными полками, экономичные (Э);
- с гранями параллельных полок, легкие (Л);
- специализированный профиль (С).

Перечислять ГОСТы, по которым производятся перечисленные виды, наверное, нет смысла. Такую информацию всегда можно почерпнуть из специализированных справочников. В самих видах разобраться очень просто. С параллельными полками (П) все ясно: расположены друг против друга, с углом в 90 градусов по отношению к основанию. Профиль, где боковые части имеют уклон (У), это первая претензия на специфичность. В соответствии со стандартом угол между центральной частью швеллера и внутренними боковыми гранями не может превышать 10% от прямого угла.
Относительно следующих двух видов (Э) и (Л) говорят их названия. Они имеют определенные параметры в толщине профиля и материалах изготовления, отличные от "классического" варианта с параллельными полками (П). То есть, они тоньше, изготовлены из более легких сортов металла и предназначены для определенных целей. Как и швеллеры последнего вида (С). Но об этом чуть позже.

Помимо перечисленных видов, существуют еще и классы, которые учитываются при изготовлении горячекатаных швеллеров: "А" и "Б" – высокой и повышенной точности соответственно. Как следует из названия, подобная классификация говорит о способе конечной обработки изделия, информируя специалиста о возможностях подгонки деталей при сборке, а продавца – о количестве "накрутки" при продаже.
3 Требования к швеллеру горячей прокатки
В соответствии с принятыми стандартами существует ряд ограничений в параметрах швеллеров этого вида. Обусловлено это, видимо, требованиями техники безопасности и удобством работы с изделием. Так, длина горячекатаных профилей варьируется в рамках от 4 до 12 метров. Правда, цифры эти могут изменяться и в большую сторону от верхнего предела, если заказчик согласует таковое желание с изготовителем.

Помимо длины стандарты предусматривают и другие лимиты, перечисленные в таблицах. Так, отклонения по массе первого метра изделия не могут превышать + 3 и – 5%, а по согласованию производителя с покупателем отклонение массы профиля (без учета толщины стенок и полок) не имеет права выходить за черту в + 3 и – 3%, а для некоторых видов, перечисленных в таблицах +2,5 и – 2,5%. Высота горячекатаного швеллера предусматривается в пределах от 50 до 400 мм, а ширина полок – от 30 до 115 мм. Но тут опять следует сделать оговорку, что параметры эти не окончательны и всегда могут быть изменены, если так нужно заказчику.
При проведении замеров профиля (если вам вдруг захотелось удостовериться, не пытаются ли вам продать изделие с другими параметрами) помните, что в соответствии с требованиями стандарта замер высоты швеллера делается в плоскости его стенки (центральной части, основания), а других размеров и форм – на расстоянии не менее 500 мм от торца (края балки).
У любого из тех, кто рассматривает возможность приобретения того или иного изделия, правомерно возникает вопрос – а как насчет недостатков? Есть они и у горячекатаных швеллеров. Первый – большая масса. Учитывая, что подобная балка изготавливается из цельной металлической заготовки, этого и следует ожидать. Второй недостаток – большая подверженность коррозии. В отличие от профилей, изготавливаемых "холодным" способом, при производстве "горячих" не используются , а окончательная обработка не предусматривает покрытия их какими-то защитными составами. Впрочем, других недостатков не имеется.
4 Где применяются горячекатаные швеллеры?
Основная область применения горячекатаного швеллера – строительство. Он применяется для сооружения каркасов зданий, укрепления несущих конструкций, прокладки коммуникаций. Большой запас прочности дает гарантию того, что строения, имеющие подобный "скелет", простоят не одно десятилетие. Также редко какой мост обходится без его применения, а любой памятник или колонна внутри наверняка имеют основу в виде "конструктора", где в качестве элементов обязательно присутствуют металлические швеллеры с П-сечением.

В станкостроении профили из горячекатаных швеллеров применяются уже не одно десятилетие. Благодаря своей прочности именно эти балки способны выдержать нагрузки и вибрации больших станков. Такие швеллеры широко используются в производстве вагонов и машиностроении. Конечно, речь идет не о широченных и тяжеленных балках, но свои стандарты есть, и в соответствии с ними подобный вид швеллера найдется в конструкциях автомашин и тяжелой техники. К примеру, его можно найти в элементах рамы и среди основания для крепления двигателя. Если нужны еще доказательства, приглядитесь внимательнее к славному семейству дорожно-строительной техники. Там-то уж их точно будет предостаточно! То же самое можно сказать и о железнодорожных вагонах. Переносить нагрузки, которые они выдерживают во время сцепки на разгонных горках и при движении больших составов вряд ли было бы возможно без применения прочных балок с П-образным сечением при их производстве.
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ РАЗНЫХ НАЗНАЧЕНИЙ
СОРТАМЕНТ
ГОСТ 5157-83
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ | ГОСТ 5157-83 |
| РАЗНЫХ НАЗНАЧЕНИЙ |
|
| Сортамент |
|
| Hot-rolled steel sections for different purposes. |
|
| Dimensions |
Срок действия с 01.01.85
1. Настоящий стандартустанавливает сортамент стальных горячекатаных профилей: для косых шайб, овальных,для серпов, для коньков, сегментных, для тормозных шин, применяемых в разныхотраслях промышленности.
2. Размеры профилей,предельные отклонения размеров, площадь поперечного сечения, масса 1 м длиныдолжны соответствовать указанным на черт. 1 - 6 и в табл. 1 - 5.
2.1. Профиль для косых шайб
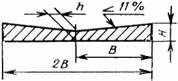
Таблица 1
Размеры , мм
| Площадь поперечного сечения, см 2 | Теоретическая масса 1м, кг | Для болтов с диаметром резьбы |
||||||||
| Пред. откл. | Пред. откл. | Пред. откл. | Пред. откл. |
|||||||
| - 1,0 |
||||||||||
| ± 1,0 | ||||||||||
| - 1,2 | - 0,5 | - 0,5 |
||||||||
| - 1,4 |
||||||||||
2.2.(Исключен, Изм. № 1).
2.3. Профиль для серпов
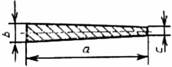
Таблица 3
Размеры , мм
| Теоретическая масса, |
|||||||
| Пред. откл. | Пред. откл. | Пред. откл. | |||||
(Измененная редакция, Изм. № 1).
2.4. (Исключен, Изм. № 1).
2.5. Профиль для тормозных шин
Площадьпоперечного сечения 52,48 см 2 .
Теоретическая масса 1 м профиля 41,2 кг.
_________________
* Черт. 2 и 4 исключены (Изм. №1).
2.6. Профиль сегментный
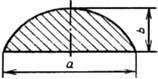
Таблица 5
Размеры, мм
| Площадь поперечного сечения, см 2 | Теоретическая масса 1 м, кг |
||||
| Пред. откл. | Пред. откл. |
||||
| - 0,5 | |||||
(Измененнаяредакция, Изм. № 1).
3. Площадь поперечного сеченияи масса 1 м профилей вычислена по номинальным размерам. При вычислении массыплотность стали принята равной 7,85 г/см 3 .
4. Профили изготовляютдлиной от 2 до 6 м;
мерной длины,
кратной мерной длины,
немерной длины.
Длина профилей оговариваетсяв заказе.
(Измененная редакция, Изм. № 1).
5. Предельные отклонения подлине профилей мерной и кратной мерной длины не должны превышать:
40мм - для профилей длиной до 4 м,
60мм - для профилей длиной св. 4 м.
6. Профили должны быть прямыми.Скручивание профилей вокруг продольной оси не допускается.
7. Кривизна профилей вгоризонтальной и вертикальной плоскостях не должна превышать:
0,6 % длины - для профилей №1, 2, 3 и 4;
0,25 % длины - для профилей№ 5;
0,4 % длины - для профилей №6.
8. Определение размеровпрофилей проводят на расстоянии не менее 500мм от торца штанги.
ИНФОРМАЦИОННЫЕДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
И.С.Тришевский , д-ртехн. наук; Н.М. Воронцов, канд.техн. наук; В.Ф. Коваленко, канд.техн. наук; К.Ф. Перетятько; Г.И.Снимщикова.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственногокомитета СССР по стандартам от 17.12.83 № 6093
3. ВЗАМЕН ГОСТ5157-53
4. Ограничение срока действия снято по протоколу № 4-95Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС4-94)
5. ПЕРЕИЗДАНИЕ (сентябрь 1993 г.) с Изменением № 1, утвержденным в июле1988г. (ИУС 11-88)