Виды металлических профилей и их назначение. Швеллер стальной горячекатаный гк
Швеллер бывает горячекатаный и изогнутый холодным способом. Конечно, они отличаются некоторыми механическими характеристиками и областью применения, и в этой статье мы уделим внимание продукту горячего проката.
1 Что значит «горячекатаный»?
В основе большинства сооружений лежит каркас. Подобный порядок строительства подсказывает сама природа, создавая для любого своего "детища" скелет или сердцевину – костяк, который несет на себе весь организм. Но мало иметь основание. Нужно еще, чтобы оно обладало определенными свойствами, было прочным и легким. В процессе эволюции окружающий мир решил эту проблему, создав современные виды животных и растений. Человечество же создало разнообразные "скелеты" из металлических балок, в числе которых есть и такие "ребра", как горячекатаные швеллеры.
Способ изготовления такой части основы для металлических конструкций также подсказал опыт веков. Вспомните, как в исторических фильмах работали кузнецы. Вначале они грели заготовку из металла, а потом начинали обрабатывать ее молотками, придавая нужную форму. Тот же принцип действует и при изготовлении горячекатаного швеллера (ГОСТ 8240–97): раскаленная до определенного состояния металлическая полоса прокатывается через сортовой станок, где ей и придается П-образная форма.

Есть еще и "холоднокатаные" или, правильней, . Технология их изготовления уже другая: металлическая полоса здесь не разогревается, а прокатывается через станок, который изгибает ее края в виде буквы "П" механическим усилием. Такой вид балки легче, края подогнаны лучше, но в прочности горячекатаному он уступает. Используется подобный швеллер в основном в области машиностроения, а некоторые его виды нашли применение и в строительстве, где не требуется запаса прочности, на который способно изделие, изготовленное "горячим" способом.
Отличить швеллер с гнутым профилем от горячекатаного очень просто – первый имеет скругленные углы сечения, у второго они острые.
2 Особенности и характеристики горячекатаного швеллера
Из-за технологии, по которой изготавливается горячекатаный тип швеллера, вес у него больше, чем у гнутого, и сам по себе он погрубей. Особенно много труда надо приложить сварщикам, так как соединить швом толстые балки весьма непросто. Тем не менее для строительно-ремонтных работ подобные швеллеры более предпочтительны. Благодаря своей толщине они способны выдержать серьезную нагрузку.
В зависимости от поставленных задач швеллеры горячекатаного профиля можно разделить на 5 видов:
- имеющие грани в виде параллельных полок (П);
- с полками под определенным уклоном (У);
- с параллельными полками, экономичные (Э);
- с гранями параллельных полок, легкие (Л);
- специализированный профиль (С).

Перечислять ГОСТы, по которым производятся перечисленные виды, наверное, нет смысла. Такую информацию всегда можно почерпнуть из специализированных справочников. В самих видах разобраться очень просто. С параллельными полками (П) все ясно: расположены друг против друга, с углом в 90 градусов по отношению к основанию. Профиль, где боковые части имеют уклон (У), это первая претензия на специфичность. В соответствии со стандартом угол между центральной частью швеллера и внутренними боковыми гранями не может превышать 10% от прямого угла.
Относительно следующих двух видов (Э) и (Л) говорят их названия. Они имеют определенные параметры в толщине профиля и материалах изготовления, отличные от "классического" варианта с параллельными полками (П). То есть, они тоньше, изготовлены из более легких сортов металла и предназначены для определенных целей. Как и швеллеры последнего вида (С). Но об этом чуть позже.

Помимо перечисленных видов, существуют еще и классы, которые учитываются при изготовлении горячекатаных швеллеров: "А" и "Б" – высокой и повышенной точности соответственно. Как следует из названия, подобная классификация говорит о способе конечной обработки изделия, информируя специалиста о возможностях подгонки деталей при сборке, а продавца – о количестве "накрутки" при продаже.
3 Требования к швеллеру горячей прокатки
В соответствии с принятыми стандартами существует ряд ограничений в параметрах швеллеров этого вида. Обусловлено это, видимо, требованиями техники безопасности и удобством работы с изделием. Так, длина горячекатаных профилей варьируется в рамках от 4 до 12 метров. Правда, цифры эти могут изменяться и в большую сторону от верхнего предела, если заказчик согласует таковое желание с изготовителем.

Помимо длины стандарты предусматривают и другие лимиты, перечисленные в таблицах. Так, отклонения по массе первого метра изделия не могут превышать + 3 и – 5%, а по согласованию производителя с покупателем отклонение массы профиля (без учета толщины стенок и полок) не имеет права выходить за черту в + 3 и – 3%, а для некоторых видов, перечисленных в таблицах +2,5 и – 2,5%. Высота горячекатаного швеллера предусматривается в пределах от 50 до 400 мм, а ширина полок – от 30 до 115 мм. Но тут опять следует сделать оговорку, что параметры эти не окончательны и всегда могут быть изменены, если так нужно заказчику.
При проведении замеров профиля (если вам вдруг захотелось удостовериться, не пытаются ли вам продать изделие с другими параметрами) помните, что в соответствии с требованиями стандарта замер высоты швеллера делается в плоскости его стенки (центральной части, основания), а других размеров и форм – на расстоянии не менее 500 мм от торца (края балки).
У любого из тех, кто рассматривает возможность приобретения того или иного изделия, правомерно возникает вопрос – а как насчет недостатков? Есть они и у горячекатаных швеллеров. Первый – большая масса. Учитывая, что подобная балка изготавливается из цельной металлической заготовки, этого и следует ожидать. Второй недостаток – большая подверженность коррозии. В отличие от профилей, изготавливаемых "холодным" способом, при производстве "горячих" не используются , а окончательная обработка не предусматривает покрытия их какими-то защитными составами. Впрочем, других недостатков не имеется.
4 Где применяются горячекатаные швеллеры?
Основная область применения горячекатаного швеллера – строительство. Он применяется для сооружения каркасов зданий, укрепления несущих конструкций, прокладки коммуникаций. Большой запас прочности дает гарантию того, что строения, имеющие подобный "скелет", простоят не одно десятилетие. Также редко какой мост обходится без его применения, а любой памятник или колонна внутри наверняка имеют основу в виде "конструктора", где в качестве элементов обязательно присутствуют металлические швеллеры с П-сечением.

В станкостроении профили из горячекатаных швеллеров применяются уже не одно десятилетие. Благодаря своей прочности именно эти балки способны выдержать нагрузки и вибрации больших станков. Такие швеллеры широко используются в производстве вагонов и машиностроении. Конечно, речь идет не о широченных и тяжеленных балках, но свои стандарты есть, и в соответствии с ними подобный вид швеллера найдется в конструкциях автомашин и тяжелой техники. К примеру, его можно найти в элементах рамы и среди основания для крепления двигателя. Если нужны еще доказательства, приглядитесь внимательнее к славному семейству дорожно-строительной техники. Там-то уж их точно будет предостаточно! То же самое можно сказать и о железнодорожных вагонах. Переносить нагрузки, которые они выдерживают во время сцепки на разгонных горках и при движении больших составов вряд ли было бы возможно без применения прочных балок с П-образным сечением при их производстве.
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ РАЗНЫХ НАЗНАЧЕНИЙ
СОРТАМЕНТ
ГОСТ 5157-83
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ | ГОСТ 5157-83 |
| РАЗНЫХ НАЗНАЧЕНИЙ |
|
| Сортамент |
|
| Hot-rolled steel sections for different purposes. |
|
| Dimensions |
Срок действия с 01.01.85
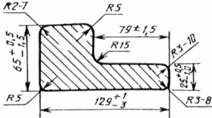
1. Настоящий стандартустанавливает сортамент стальных горячекатаных профилей: для косых шайб, овальных,для серпов, для коньков, сегментных, для тормозных шин, применяемых в разныхотраслях промышленности.
2. Размеры профилей,предельные отклонения размеров, площадь поперечного сечения, масса 1 м длиныдолжны соответствовать указанным на черт. 1 - 6 и в табл. 1 - 5.
2.1. Профиль для косых шайб
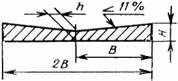
Таблица 1
Размеры , мм
| Площадь поперечного сечения, см 2 | Теоретическая масса 1м, кг | Для болтов с диаметром резьбы |
||||||||
| Пред. откл. | Пред. откл. | Пред. откл. | Пред. откл. |
|||||||
| - 1,0 |
||||||||||
| ± 1,0 | ||||||||||
| - 1,2 | - 0,5 | - 0,5 |
||||||||
| - 1,4 |
||||||||||
2.2.(Исключен, Изм. № 1).
2.3. Профиль для серпов
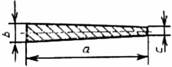
Таблица 3
Размеры , мм
| Теоретическая масса, |
|||||||
| Пред. откл. | Пред. откл. | Пред. откл. | |||||
(Измененная редакция, Изм. № 1).
2.4. (Исключен, Изм. № 1).
2.5. Профиль для тормозных шин
Площадьпоперечного сечения 52,48 см 2 .
Теоретическая масса 1 м профиля 41,2 кг.
_________________
* Черт. 2 и 4 исключены (Изм. №1).
2.6. Профиль сегментный
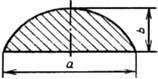
Таблица 5
Размеры, мм
| Площадь поперечного сечения, см 2 | Теоретическая масса 1 м, кг |
||||
| Пред. откл. | Пред. откл. |
||||
| - 0,5 | |||||
(Измененнаяредакция, Изм. № 1).
3. Площадь поперечного сеченияи масса 1 м профилей вычислена по номинальным размерам. При вычислении массыплотность стали принята равной 7,85 г/см 3 .
4. Профили изготовляютдлиной от 2 до 6 м;
мерной длины,
кратной мерной длины,
немерной длины.
Длина профилей оговариваетсяв заказе.
(Измененная редакция, Изм. № 1).
5. Предельные отклонения подлине профилей мерной и кратной мерной длины не должны превышать:
40мм - для профилей длиной до 4 м,
60мм - для профилей длиной св. 4 м.
6. Профили должны быть прямыми.Скручивание профилей вокруг продольной оси не допускается.
7. Кривизна профилей вгоризонтальной и вертикальной плоскостях не должна превышать:
0,6 % длины - для профилей №1, 2, 3 и 4;
0,25 % длины - для профилей№ 5;
0,4 % длины - для профилей №6.
8. Определение размеровпрофилей проводят на расстоянии не менее 500мм от торца штанги.
ИНФОРМАЦИОННЫЕДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
И.С.Тришевский , д-ртехн. наук; Н.М. Воронцов, канд.техн. наук; В.Ф. Коваленко, канд.техн. наук; К.Ф. Перетятько; Г.И.Снимщикова.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственногокомитета СССР по стандартам от 17.12.83 № 6093
3. ВЗАМЕН ГОСТ5157-53
4. Ограничение срока действия снято по протоколу № 4-95Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС4-94)
5. ПЕРЕИЗДАНИЕ (сентябрь 1993 г.) с Изменением № 1, утвержденным в июле1988г. (ИУС 11-88)
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ РАЗНЫХ НАЗНАЧЕНИЙ
СОРТАМЕНТ
ГОСТ 5157-83
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ |
ГОСТ 5157-83 |
|
РАЗНЫХ НАЗНАЧЕНИЙ |
|
|
Сортамент |
|
|
Hot-rolled steel sections for different purposes. |
|
|
Dimensions |
Срок действия с 01.01.85
1. Настоящий стандарт устанавливает сортамент стальных горячекатаных профилей: для косых шайб, овальных, для серпов, для коньков, сегментных, для тормозных шин, применяемых в разных отраслях промышленности.
2. Размеры профилей, предельные отклонения размеров, площадь поперечного сечения, масса 1 м длины должны соответствовать указанным на черт. 1 - 6 и в табл. 1 - 5.
2.1. Профиль для косых шайб
Таблица 1
Размеры , мм
|
Площадь поперечного сечения, см 2 |
Теоретическая масса 1м, кг |
Для болтов с диаметром резьбы |
||||||||
|
Пред. откл. |
Пред. откл. |
Пред. откл. |
Пред. откл. |
|||||||
|
- 1,0 |
||||||||||
|
± 1,0 |
||||||||||
|
- 1,2 |
- 0,5 |
- 0,5 |
||||||||
|
- 1,4 |
||||||||||
2.2. (Исключен, Изм. № 1).
2.3. Профиль для серпов
Таблица 3
Размеры , мм
|
Теоретическая масса, |
|||||||
|
Пред. откл. |
Пред. откл. |
Пред. откл. |
|||||
(Измененная редакция, Изм. № 1).
2.4. (Исключен, Изм. № 1).
2.5. Профиль для тормозных шин
Площадь поперечного сечения 52,48 см 2 .
Теоретическая масса 1 м профиля 41,2 кг.
_________________
* Черт. 2 и 4 исключены (Изм. № 1).
2.6. Профиль сегментный
Таблица 5
Размеры, мм
|
Площадь поперечного сечения, см 2 |
Теоретическая масса 1 м, кг |
||||
|
Пред. откл. |
Пред. откл. |
||||
|
- 0,5 |
|||||
(Измененная редакция, Изм. № 1).
3. Площадь поперечного сечения и масса 1 м профилей вычислена по номинальным размерам. При вычислении массы плотность стали принята равной 7,85 г/см 3 .
4. Профили изготовляют длиной от 2 до 6 м;
мерной длины,
кратной мерной длины,
немерной длины.
Длина профилей оговаривается в заказе.
(Измененная редакция, Изм. № 1).
5. Предельные отклонения по длине профилей мерной и кратной мерной длины не должны превышать:
40мм - для профилей длиной до 4 м,
60мм - для профилей длиной св. 4 м.
6. Профили должны быть прямыми. Скручивание профилей вокруг продольной оси не допускается.
7. Кривизна профилей в горизонтальной и вертикальной плоскостях не должна превышать:
0,6 % длины - для профилей № 1, 2, 3 и 4;
0,25 % длины - для профилей № 5;
0,4 % длины - для профилей № 6.
8. Определение размеров профилей проводят на расстоянии не менее 500мм от торца штанги.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
И.С. Тришевский , д-р техн. наук; Н.М. Воронцов, канд. техн. наук; В.Ф. Коваленко, канд. техн. наук; К.Ф. Перетятько; Г.И. Снимщикова.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 17.12.83 № 6093
3. ВЗАМЕН ГОСТ 5157-53
4. Ограничение срока действия снято по протоколу № 4-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
5. ПЕРЕИЗДАНИЕ (сентябрь 1993 г.) с Изменением № 1, утвержденным в июле 1988г. (ИУС 11-88)
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ РАЗНЫХ НАЗНАЧЕНИЙ
СОРТАМЕНТ
ГОСТ 5157-83
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
РАЗНЫХ НАЗНАЧЕНИЙ
Сортамент ГОСТ
Hot-rolled steel sections for different purposes. 5157-83
Dimensions
Срок действия с 01.01.85
до 01.01.95
1. Настоящий стандарт устанавливает сортамент стальных горячекатаных профилей: для косых шайб, овальных, для серпов, для коньков, сегментных, для тормозных шин, применяемых в разных отраслях промышленности.
2. Размеры профилей, предельные отклонения размеров, площадь поперечного сечения, масса 1 м длины должны соответствовать указанным на черт. 1-6 и в табл. 1-5.
2.1. Профиль для косых шайб
Таблица 1
Размеры, мм
|
2 B |
B |
H |
h |
Пло-щадь попере-чного |
Теоре-тическая масса 1м, кг |
Для болтов с диаме-тром |
||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
сечения, см 2 |
резьбы |
|
|
32 |
0,5 1,0 |
16 |
5,8 |
1,56 |
1,22 |
|||||
|
40 |
20 |
6,2 |
2,04 |
1,60 |
10 |
|||||
|
60 |
0,5 1,2 |
30 |
± 1,0 |
7,3 |
0,3 0,5 |
0,3 0,5 |
3,42 |
2,68 |
12-14 |
|
|
80 |
0,5 1.4 |
40 |
8,4 |
4,96 |
3,89 |
16-20 |
||||
2.2. (Исключен, Изм. № 1).
2.3. Профиль для серпов
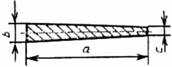
Таблица 3
Размеры, мм
|
a |
b |
c |
Площадь поперечного |
Теоретическая масса 1 |
||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
сечения, см 2 |
м., кг |
|
|
23 |
0,46 |
0,36 |
||||||
|
±1,0 |
±0,5 |
±0,5 |
||||||
|
32 |
0,64 |
0,51 |
||||||
(Измененная редакция, Изм. № 1).
2.4. (Исключен, Изм. № 1).
2.5. Профиль для тормозных шин
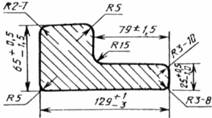
Площадь поперечного сечения 52,48 см 2 .
Теоретическая масса 1 м профиля 41,2 кг.
-----
* Черт. 2 и 4 исключены (Изм. № 1).
2.6. Профиль сегментный
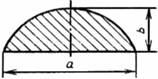
Таблица 5
Размеры, мм
|
a |
b |
Площадь поперечного |
Теоретическая масса 1 м, |
||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
сечения, см 2 |
кг |
|
15 |
0,54 |
0,43 |
|||
|
18 |
0,78 |
0,61 |
|||
|
20 |
10 |
1,57 |
1,23 |
||
|
22 |
±0,5 |
±0,5 |
1,11 |
0,87 |
|
|
24 |
11 |
2,02" |
1,58 |
||
|
25 |
1,44 |
1,13 |
|||
|
26 |
1,70 |
1,33 |
|||
|
27 |
±0.6 |
13 |
2,72 |
2,13 |
|
|
30 |
14 |
3,23 |
2,53 |
||
|
34 |
15 |
4,28 |
3,36 |
||
|
35 |
11 |
2,75 |
2,16 |
||
|
37 |
±0.7 |
17 |
4,82 |
3,78 |
|
|
40 |
12 |
0.4 |
3,41 |
2,68 |
|
|
40 |
14 |
0.5 |
4,08 |
3,20 |
|
|
45 |
±0.8 |
13 |
4,14 |
3,25 |
|
|
50 |
20 |
7,47 |
5,81 |
||
|
60 |
±1.0 |
20 |
8,67 |
6,81 |
|
|
65 |
20 |
9,28 |
7,20 |
||
(Измененная редакция, Изм. № 1).
3. Площадь поперечного сечения и масса 1 м профилей вычислена по номинальным размерам. При вычислении массы плотность стали принята равной 7,85 г/см 3 .
4. Профили изготовляют длиной от 2 до 6 м;
мерной длины,
кратной мерной длины,
немерной длины.
Длина профилей оговаривается в заказе.
(Измененная редакция, Изм. № 1).
5. Предельные отклонения по длине профилей мерной и кратной мерной длины не должны превышать:
40мм - для профилей длиной до 4 м,
60мм - для профилей длиной св. 4 м.
6. Профили должны быть прямыми. Скручивание профилей вокруг продольной оси не допускается.
7. Кривизна профилей в горизонтальной и вертикальной плоскостях не должна превышать:
0,6% длины - для профилей № 1, 2, 3 и 4;
0,25% длины - для профилей № 5;
0,4% длины - для профилей № 6.
8. Определение размеров профилей проводят на расстоянии не менее 500мм от торца штанги.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
И. С. Тришевскии, д-р техн. наук; Н. М, Воронцов, канд. техн. наук; В. Ф. Коваленко, канд. техн. наук; К. Ф. Перетятько;
Г. И. Снимщикова
Cтраница 1
Горячекатаные профили с небольшой толщиной стенок могут производиться лишь на непрерывных сортовых станах, на которых температура металла высока из-за большой скорости прокатки.
Фасонные горячекатаные профили поставляются по общим техническим требованиям (ГОСТ 535 - 79) из углеродистой стали по ГОСТ 380 - 71 и согласно ГОСТ 19281 - 73 из марок низколегированной стали по ГОСТ 19282 - 73 длиной до 13 м и более.
Фасонные горячекатаные профили поставляются по общим техническим требованиям (ГОСТ 535 - 79) из углеродистой стали по ГОСТ 380 - 71 п согласно ГОСТ 19231 - 73 из марок низколегированной стали по ГОСТ 19282 - 73 длиной до 13 м и более.
Поперечное сечение горячекатаных профилей очень часто оказывается существенно завышено по сравнению с требованиями расчета и конструктивными особенностями изделия. Однако технологические особенности прокатки не позволяют получить сечения меньшей толщины. При необходимости снизить массу конструкции нередко приходится прибегать к механической обработке, уменьшать сечение элементов, переводя излишний металл в стружку. Во многих случаях более рациональным является применение гнутых профилей, изготавливаемых в холодном состоянии на роликовых листогибочных станах. Заготовкой для производства гнутых профилей является горяче - и холоднокатаная полоса или лента. Процесс профилирования прокаткой является непрерывным и заключается в изменении формы поперечного сечения полосы при сохранении толщины, равной толщине исходной ленточной заготовки. В зависимости от конструкции стана и конфигурации применяемых пар валков-роликов лента последовательно приобретает очертания сечения, приближающиеся к требуемому. Прокатку полосы осуществляют в нескольких клетях; для сложных профилей их может быть 15 и более. Высокая производительность процесса (до 3 м / с) наряду с существенным снижением массы элементов определяет широкое применение гнутых профилей в автомобильной и авиационной промышленности, машиностроении и строительстве.
Конструкции из горячекатаных профилей с настилами и ступенями из просечно-вытяжной рифленой а полосовой стали.
Переплеты свариваются из горячекатаных профилей.
По сравнению с горячекатаными профилями гнутые профили имеют следующие преимущества: толщина профилей достигает 0 5 мм (при горячей прокатке на современных станах практически трудно обеспечить толщину листа менее 1 2 мм); они могут иметь весьма сложную форму, обладающую высоким моментом сопротивления, что позволяет выбрать более рациональное сечение профиля; уменьшается масса конструкции и получается экономия металла.
Стержни связей конструируются из парных горячекатаных профилей, свариваемых накладками и узловыми фасовками. К закладным элементам в железобетонных изделиях связи присоединяются на болтах с последующей сваркой.