Никелирование металла. Никелевые покрытия
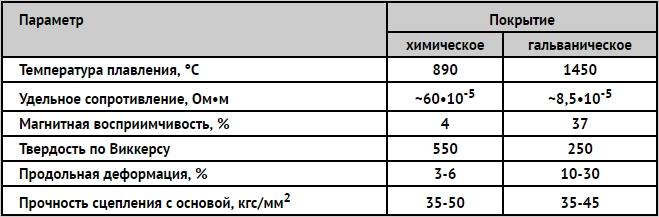
Наряду с широко применяемым электролитическим никелированием в последнее время большое внимание уделяется химическому никелированию, осуществляемому без электрического тока - при помощи химического восстановителя. Принципиально способность гипофосфористой кислоты восстанавливать металлы из растворов их солей была известна еще в середине прошлого столетия, однако промышленный метод химического никелирования был разработан в середине сороковых годов текущего столетия. Главной отличительной особенностью процесса является возможность нанесения равномерных по толщине покрытий на любые участки изделий сложного профиля. Никелевые покрытия, восстановленные гипофосфитом, содержат около 15% фосфора и по своим физико-химическим свойствам существенно отличаются от электроосажденного никеля, не содержащего фосфора. Химически восстановленный никель отличается высокой коррозионной стойкостью и твердостью, которая может быть значительно повышена в результате термической обработки.
Восстановление никеля гипофосфитом может быть представлено реакцией:
NiCl 2 + NaH 2 PO 2 + H 2 O + Ni + NiH 2 PO 3 + 2НCl.
Одновременно происходит гидролиз гипофосфита с выделением водорода
NaH 2 PO 2 + H 2 O → NaH 2 PO 3 + H 2 .
Выделение никеля гипофосфитом самопроизвольно протекает на никеле, кобальте, палладии, железе и алюминии. На других металлах, например меди, требуется предварительное нанесение тонкого слоя никеля контактным методом или палладия методом погружения на несколько секунд изделий в подкисленный раствор хлористого палладия. Такие металлы, как свинец, кадмий, цинк, олово, висмут и сурьма не удается химически никелировать даже при использовании этих методов.
Скорость образования никелевого покрытия в сильной степени зависит от температуры раствора: при 98° С за 30 мин толщина покрытия равна примерно 10 мкм. В сильной степени скорость процесса определяется кислотностью, резко падая по мере повышения содержания свободной кислоты. Так как при взаимодействии никелевой соли с гипофосфитом освобождается кислота, то необходимо раствор буферировать с таким расчетом, чтобы рН поддерживать в пределах 5,0-5,5. Меньшее распространение имеют растворы со щелочной реакцией, в которых рН поддерживается на уровне 8,5-9. Такие растворы, в частности, иногда используют для химического никелирования алюминиевых деталей.
Таким образом, составы никелевых растворов состоят из трех компонентов: 30 г/л никелевой соли (NiCl 2 ·6H 2 O или NiSO 4 ·7H 2 O), 10 г/л гипофосфита натрия (NaH 2 ·РO 2 ·10H 2 O) и 10 г/л уксуснокислого натрия (CH 3 COONa) или какой-нибудь другой буферной соли.
Гипофосфит не полностью используется для восстановления металлического никеля, большая его часть разлагается водой с выделением водорода. В зависимости от соотношения покрываемой поверхности и объема раствора, а также от некоторых других условий проведения процесса степень полезного использования гипофосфита может колебаться, однако в среднем коэффициент использования гипофосфита принимают равным 40%.
Твердость химически восстановленного никеля повышается после 10-15-мин. нагрева при температуре 400° С до 800 кгс/мм 2 . Нагрев при более высокой температуре приводит к снижению твердости до начальной, которая все же несколько выше твердости электролитически осажденного никеля.
Главным достоинством химически восстановленного никеля является равномерное распределение его на участках изделий такого сложного профиля, для которых электролитическое никелирование сопряжено порой с непреодолимыми трудностями. Но наряду с этим достоинством, химически осажденный никель отличается хрупкостью и в толщинах, превышающих 10 мкм, выкрошивается при изгибе или ударе. По-видимому, с этим связано также недостаточное сцепление химически восстановленного никеля в толщинах порядка 20-30 мкм. Благодаря высокой твердости термически обработанного химического никеля и низкого коэффициента трения, изделия, подвергнутые химическому никелированию, хорошо сопротивляются износу при трении.
Пористость покрытий из химически восстановленного никеля примерно такая же, как у гальванического никеля, а химическая стойкость несколько больше.
После предварительного погружения в растворы хлористого палладия и двухлористого олова представляется возможным химическим методом покрывать никелем неметаллические изделия из кварца, ультрафарфора, пьезо-керамики, германия, кремния, текстолита и др.
Никелевые покрытия применяют в качестве защитно-декоративной отделки металлических поверхностей и как промежуточный подслой перед нанесением других металлических покрытий. Никелевые покрытия обычно наносят на железо, медь, титан, алюминий, бериллий, вольфрам и другие металлы, и их сплавы.
Матовые никелевые покрытия имеет низкие декоративные свойства, но за счет того, что получаемые никелевые осадки не имеют посторонних включений, покрытия обладают исключительно высокими антикоррозионными свойствами. Блестящие никелевые покрытия обладают высокой твердостью и износостойкостью, но основными их недостатками является сильное наводороживание никелевого слоя и базового металла, а также большое количество примесей в получаемых осадках и повышенные значения внутренних напряжений со склонностью осадка к растрескиванию, и вследствие этого, понижение коррозионной стойкости. Но несмотря на все эти недостатки, метод получения зеркально-блестящих никелевых покрытий широко распространен, так как при его применении отпадает трудоемкая операция механического полирования поверхности и за счет использования высокой плотности тока, значительно повышается интенсификации гальванического производства и увеличивается скорость осаждения гальванического покрытия.
При гальваническом никелировании стали, никель может защищать основной металл от коррозии только при условии полной беспористости покрытия. Для получения беспористых никелевых осадков применяют многослойные покрытия, которые получают при последовательном осаждении никелевых покрытий из различных по составу электролитов (за счет того, что поры каждого слоя покрытия обычно не совпадают с порами последующего слоя, наносимого с использованием другого по составу электролита). Такие покрытия обладают более высокими защитными свойствами вследствие электрохимического взаимодействия отдельных никелевых слоев, входящих в такое комбинированное покрытие.
Для никелирования применяются растворимые никелевые аноды, высокой степени чистоты. Для стабильной работы анодов, т. е. для равномерного растворения анодов, их подвергают термообработке и придают эллиптическую или ромбовидную форму. Эти факторы сказываются на скорости растворения никеля и соответственно на качестве получаемых осадков.
Для блестящего никелирования используются кислые (к которым относятся сернокислые, хлористые, сульфаминовокислые и борфтористые) и щелочные электролиты (цитратные, тартратные и др.)
 Наиболее распространение в промышленности получили сернокислые электролиты блестящего никелирования. Такие электролиты имеют различные составы и различные режимы работы ванн, что позволяет получать никелевые покрытия с различными заданными свойствами. Сернокислые электролиты весьма чувствительны к отклонениям от принятого режима работы ванн и к наличию посторонних примесей. Во время электролиза для некоторых электролитов необходимо выполнять непрерывное перемешивание, а для некоторых и непрерывное фильтрование. Поддержание постоянного рН электролита проводится путем добавления 3%-ного раствора гидроксида натрия или серной кислоты..
Наиболее распространение в промышленности получили сернокислые электролиты блестящего никелирования. Такие электролиты имеют различные составы и различные режимы работы ванн, что позволяет получать никелевые покрытия с различными заданными свойствами. Сернокислые электролиты весьма чувствительны к отклонениям от принятого режима работы ванн и к наличию посторонних примесей. Во время электролиза для некоторых электролитов необходимо выполнять непрерывное перемешивание, а для некоторых и непрерывное фильтрование. Поддержание постоянного рН электролита проводится путем добавления 3%-ного раствора гидроксида натрия или серной кислоты..
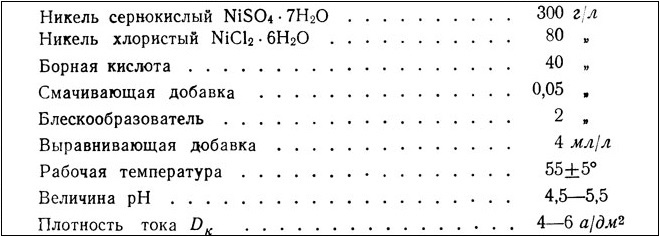
Состав сернокислого электролита никелирования :
Никель сернокислый (NiSO 4)-250-300 г/л
Никель хлористый (NiСl 2) -50-60 г/л
Температура электролита 45-55°С. pH раствора поддерживают на уровне-3,5-4,5. Средняя скорость осаждения никеля 20 мкм в час.
Вводом дополнительных компонентов в сернокислые электролиты никелирования можно получать электролиты с заранее заданными свойствами. Для получения твердых и износостойкий покрытий, применяют электролит, содержащий до 10% фосфора; благодаря чему, получаемые осадки обладают твердостью до 550 МПа. При нагревании до 300-400°С в течение одного часа, твердость покрытия возрастает до 1000-1200 МПА. А коэффициент трения у таких покрытий по стали и чугуну на 30% ниже, чем у хромовых покрытий.
Сульфаминовые электролиты позволяют получать осадки с наивысшей прочностью сцепления со сталью; а осадки получаются пластичные без внутренних напряжений. Из этих электролитов также можно получать никель с высокой скоростью осаждения.
Борфтористоводородные и кремнефтористоводородные электролиты применяются для скоростного осаждения никеля. Часто никель из таких электролитов наносят в качестве подслоя, например, при проведении процесса хромирования.
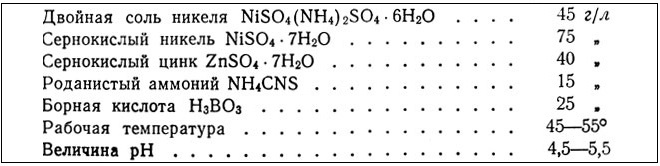
Черные никелевые покрытия применяются в оптической промышленности, в некоторых специальных отраслях машиностроения, а также для придания детали декоративного вида. Такие покрытия получаются при введении в никелевый электролит соли цинка. Но черное никелирование имеет такие недостатки, как низкая коррозионная стойкость, пластичность и прочность сцепления с покрываемыми деталями. Толщина наносимого никелевого покрытия обычно не превышает 0,5-0,7 мкм, поэтому предварительно на деталь наносится подслой меди или блестящего никеля.
машиностроения, а также для придания детали декоративного вида. Такие покрытия получаются при введении в никелевый электролит соли цинка. Но черное никелирование имеет такие недостатки, как низкая коррозионная стойкость, пластичность и прочность сцепления с покрываемыми деталями. Толщина наносимого никелевого покрытия обычно не превышает 0,5-0,7 мкм, поэтому предварительно на деталь наносится подслой меди или блестящего никеля.
Для увеличения твердости, стойкости к коррозии используется никель-кобальтовые покрытия/
Состав никель-кобальтового электролита :
Никель сернокислый (Ni SO 4)-200 г/л
Кобальт сернокислый(CoSO 4) -30 г/л
Натрий хлористый (NaCl)-15 г/л
Борная кислота (H 3 BO 3) -25-30 г/л
Температура электролита 17-27°С, pH раствора-5,0-5,6. Средняя скорость осаждения 20 мкм в час. Получаемые покрытия обладают высокой химической стойкостью, обладают повышенным сопротивлением к механическому износу.
Химические никелевые покрытия из-за включения фосфора намного тверже никелевых покрытий полученных электрохимическим способом и приближаются по твердости к хромовым покрытиям. А предел прочности на растяжение у химического никеля даже выше. Электролиты химического никелирования используются для покрытия труб, стволов, различных сложно профильных деталей с глухими каналами и отверстиями, и т.д. Но в отличие от гальванического никеля, существенным недостатком является то, что раствор для химического никелирования не может длительно использоваться, т. к. в нем накапливаются продукты реакции и электролит скоро становиться непригодным для дальнейшего использования.
 Осаждение химического никеля может производиться как из кислых, так и из щелочных растворов. Щелочные растворы отличаются высокой устойчивостью и простотой корректировки электролита. В этих растворах не наблюдается саморазряда, т.е. мгновенного выпадения порошкообразного никеля. При получении не качественного никелевого покрытия, его удаляют раствором разбавленной азотной кислоты.
Осаждение химического никеля может производиться как из кислых, так и из щелочных растворов. Щелочные растворы отличаются высокой устойчивостью и простотой корректировки электролита. В этих растворах не наблюдается саморазряда, т.е. мгновенного выпадения порошкообразного никеля. При получении не качественного никелевого покрытия, его удаляют раствором разбавленной азотной кислоты.
Состав электролита химического никелирования :
Никель сернокислый (NiSO 4)-20 г/л
Гипофосфит натрия (NaH 2 PO 2)-10-25 г/л
Ацетат натрия (CH 3 COONa)-10 г/л
Температура электролита 88-92°С. pH раствора 4,1-4,3. Средняя скорость осаждения никеля 20 мкм в час
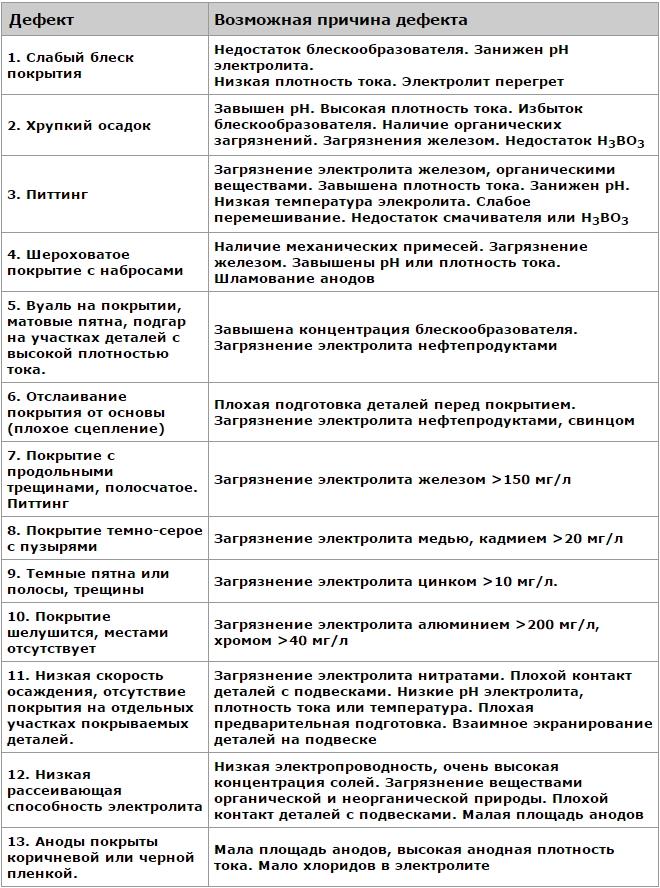
Неполадки при осаждении никеля и способы их устранения.
| Неполадки | Причина неполадок | Способ устранения |
| Слабый блеск | Недостаточное содержание блескообразующей добавки
Низкое значение рН Низкая плотность тока | Откорректировать электролит по анализу
Откорректировать рН электролита Повысить плотность тока |
| Хрупкий осадок | Высокое значение рН
Загрязнение железом Органические загрязнения Избыток перекиси водорода в растворе Заниженная концентрация борной кислоты Избыток блескообразователей | Подкислить электролит
Селективно очистить электролит Химическая очистка электролита Устранить избыток перекиси водорода подогревом Проверить и откорректировать концентрацию борной кислоты Снизить концентрацию блескообразователя при помощи активированного угля или проработкой током |
| Питтинг | Ванна загрязнена органическими примесями
Слабое перемешивание Низкая температура | Провести очистку ванны активированным углем или перманганатом калия
Усилить перемешивание Подогреть электролит |
| Темный цвет осадка | Ванна загрязнена медью, цинком или железом | Провести селективную чистку |
| Отслаивание никеля от основы | Плохая подготовка поверхности
Наличие свинца в электролите | Повторить подготовительные операции
Провести селективную очистку электролита |
| Расслаивание никеля при многослойном никелировании | Пассивация никелевого слоя, предварительно нанесенного
Завышенная концентрация бутандиола | Уменьшить межоперационное нахождение деталей на воздухе, проверить контакты
Произвести химическую очистку и разбавить электролит |
| Шероховатость осадков | Механические загрязнения
Плохая промывка Загрязнение электролита анодным шламом Низкая концентрация никеля в электролите Заниженная температура электролита Загрязнение электролита алюминием и железом | Усилить фильтрацию
Улучшить промывку Заменить анодные чехлы Добавить сернокислый никель по анализу Установить необходимую температуру ванны Удалить из раствора алюминий и железо снижением кислотности раствора и фильтрацией |
| Шелушение осадка никеля | Присутствие в электролите окислителей
Присутствие в электролите солей хрома | Обработать электролит активированным углем и прокипятить
Заменить электролит |
| Низкая рассеивающая и кроющая способность электролита | Плохая электропроводимость электролита
Органические и неорганические загрязнения Плохие контакты Недостаточная площадь анодов Заниженная плотность тока | Проверить и откорректировать концентрацию хлора в электролите
Провести очистку электролита Последовательно проверить все контакты Проверить соотношение площади анода к покрываемой поверхности Увеличить площадь анодов Постепенно повысить плотность тока |
Никелирование, которое является достаточно распространенной технологической операцией, выполняют для того, чтобы нанести на поверхность металлического изделия тонкий слой никеля. Толщина такого слоя, величину которого можно регулировать, используя различные приемы, может варьироваться от 0,8 до 55 мкм.
Никелирование используется в качестве защитно-декоративного покрытия, а также для получения подслоя при хромировании
С помощью никелирования металла можно сформировать пленку, обеспечивающую надежную защиту от таких негативных явлений, как окисление, развитие коррозионных процессов, реакции, вызванные взаимодействием с соляной, щелочной и кислотной средами. В частности, очень большое распространение получили никелированные трубы, которые активно используются для производства изделий сантехнического назначения.
Чаще всего никелированию подвергаются:
- изделия из металла, которые будут эксплуатироваться на открытом воздухе;
- кузовные детали мото- и автотранспортных средств, в том числе и те, для изготовления которых был использован алюминиевый сплав;
- оборудование и инструменты, применяемые в общей медицине и стоматологии;
- изделия из металла, которые длительное время эксплуатируются в воде;
- ограждающие конструкции, изготовленные из стали или алюминиевых сплавов;
- изделия из металла, подвергающиеся воздействию сильных химических веществ.
Существует несколько используемых как в производственных, так и в домашних условиях методов никелирования металлических изделий. Наибольший интерес в практическом плане представляют способы никелирования металлических деталей, не требующие применения сложного технологического оборудования и реализуемые в домашних условиях. К таким способам относится электролитическое и химическое никелирование.
Электролитическое никелирование
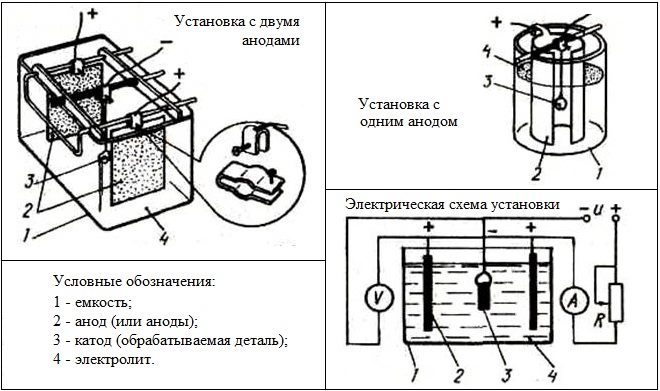
Суть технологии электролитического никелирования металлических деталей, имеющей и другое название – «гальваническое никелирование», можно рассмотреть на примере того, как выполняется омеднение поверхности изделия из металла. Такую процедуру можно проводить как с применением электролитического раствора, так и без него.
Деталь, которая будет в дальнейшем обрабатываться в электролитическом растворе, подвергается тщательной обработке, для чего с ее поверхности при помощи наждачной бумаги удаляют оксидную пленку. Затем обрабатываемое изделие промывается в теплой воде и обрабатывается содовым раствором, после чего снова промывается водой.

Сам процесс никелирования выполняется в стеклянной емкости, в которую заливается водный раствор (электролит). В составе такого раствора содержится 20% медного купороса и 2% серной кислоты. Обрабатываемую деталь, на поверхность которой необходимо нанести тонкий слой меди, в растворе электролита помещают между двумя анодами из меди. Чтобы запустить процесс омеднения, на медные аноды и обрабатываемую деталь необходимо подать электрический ток, величину которого рассчитывают, исходя из показателя 10–15 мА на один квадратный сантиметр площади детали. Тонкий слой меди на поверхности изделия появляется уже через полчаса его нахождения в растворе электролита, причем такой слой будет тем толще, чем дольше будет протекать процесс.
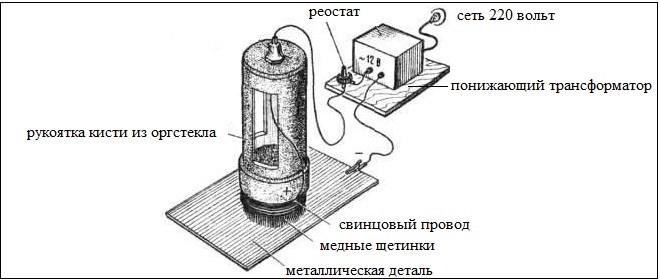
Нанести медный слой на поверхность изделия можно и по другой технологии. Для этого необходимо изготовить кисточку из меди (можно использовать многожильный провод, предварительно сняв с него изоляционный слой). Такую кисточку, сделанную своими руками, надо зафиксировать на деревянной палочке, которая будет служить ручкой.
Изделие, поверхность которого предварительно зачищают и обезжиривают, помещают в емкость из диэлектрического материала и заливают электролитом, в качестве которого можно использовать насыщенный водный раствор медного купороса. Самодельную кисточку подключают к плюсовому контакту источника электрического тока, а обрабатываемую деталь – к его минусу. После этого приступают к процедуре омеднения. Заключается она в том, что кисточкой, которую предварительно обмакивают в электролит, проводят над поверхностью изделия, не прикасаясь к ней. Наносить покрытие, применяя такую методику, можно в несколько слоев, что позволит сформировать на поверхности изделия слой меди, на котором практически отсутствуют поры.
Электролитическое никелирование выполняется по схожей технологии: при его осуществлении тоже используется раствор электролита. Так же, как и в случае с омеднением, обрабатываемое изделие располагают между двумя анодами, только в данном случае они изготовлены из никеля. Аноды, помещенные в раствор для никелирования, подключаются к плюсовому контакту источника тока, а изделие, подвешенное между ними на металлической проволоке, – к минусовому.
Для осуществления никелирования, в том числе и выполняемого своими руками, используются электролитические растворы двух основных типов:
- водный раствор, включающий в свой состав сернокислый никель, натрий и магний (14:5:3), 2% борной кислоты, 0,5% поваренной соли;
- раствор на основе нейтральной воды, содержащий в своем составе 30% сульфата никеля, 4% хлорида никеля, 3% борной кислоты.
Электролит блестящего никелирования с добавкой органических блескообразователей (натриевых солей)
Выравнивающий электролит блестящего никелирования. Подходит для поверхностей с низким классом очистки
Чтобы приготовить электролитический раствор, сухую смесь из вышеуказанных элементов заливают одним литром нейтральной воды и тщательно перемешивают. Если в полученном растворе образовался осадок, от него избавляются. Только после этого раствор можно использовать для выполнения никелирования.
Обработка по данной технологии обычно длится полчаса, при этом используют источник тока с напряжением 5,8–6 В. Результатом является поверхность, покрытая неравномерным матовым цветом серого цвета. Чтобы она стала красивой и блестящей, необходимо ее зачистить и выполнить ее полировку. Следует иметь в виду, что такая технология не может быть использована для деталей, отличающихся высокой шероховатостью поверхности или имеющих узкие и глубокие отверстия. В таких случаях покрытие поверхности металлического изделия слоем никеля следует выполнять по химической технологии, которую также называют чернением.
Суть технологической операции чернения заключается в том, что на поверхность изделия сначала наносится промежуточное покрытие, основой которого может быть цинк или никель, а на верхней части такого покрытия формируется слой черного никеля толщиной не более 2 мкм. Покрытие никелем, выполненное по технологии чернения, смотрится очень красиво и обеспечивает надежную защиту металла от негативного воздействия различных факторов внешней среды.
В отдельных случаях металлическое изделие одновременно подвергают сразу двум технологическим операциям, таким как никелирование и хромирование.
Химическое никелирование
Процедуру химического никелирования изделий из металла выполняют по следующей схеме: обрабатываемую деталь на некоторое время погружают в кипящий раствор, в результате чего на ее поверхности оседают частички никеля. При применении такой технологии электрохимическое воздействие на металл, из которого изготовлена деталь, отсутствует.
Результатом использования такой технологии никелирования является формирование на поверхности обрабатываемой детали никелевого слоя, который прочно связан с основным металлом. Наибольшей эффективности такой способ никелирования позволяет добиться в тех случаях, когда с его помощью обрабатываются предметы, изготовленные из стальных сплавов.
Выполнять такое никелирование в домашних условиях или даже в условиях гаража нетрудно. При этом процедура никелирования проходит в несколько этапов.
- Сухие реактивы, из которых будет приготовлен электролитический раствор, смешиваются с водой в эмалированной посуде.
- Полученный раствор доводят до кипения, а затем в него добавляют гипофосфит натрия.
- Изделие, которое необходимо подвергнуть обработке, помещают в электролитический раствор, причем делают это так, чтобы оно не касалось боковых стенок и дна емкости. Фактически надо изготовить бытовой аппарат для никелирования, конструкция которого будет состоять из эмалированной емкости соответствующего объема, а также диэлектрического кронштейна, на котором будет фиксироваться обрабатываемая деталь.
- Продолжительность кипения электролитического раствора в зависимости от его химического состава может составлять от одного часа до трех.
- После завершения технологической операции уже никелированная деталь извлекается из раствора. Затем ее промывают в воде, в составе которой содержится гашеная известь. После тщательной промывки поверхность изделия подвергается полированию.

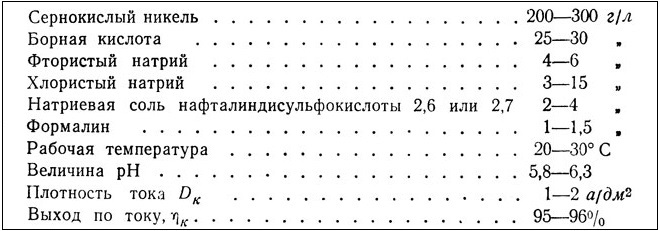
Электролитические растворы для выполнения никелирования, которому можно подвергать не только сталь, но также латунь, алюминий и другие металлы, обязательно содержат в своем химическом составе следующие элементы – хлористый или сернокислый никель, гипофосфит натрия различной кислотности, какую-либо из кислот.
Чтобы увеличить скорость никелирования изделий из металла, в состав для выполнения этой технологической операции добавляют свинец. Как правило, в одном литре электролитического раствора выполняют никелевое покрытие поверхности, площадь которой составляет 20 см 2 . В электролитических растворах с более высокой кислотностью проводят никелирование изделий из черных металлов, а в щелочных обрабатывают латунь, осуществляют никелирование алюминия или деталей из нержавеющей стали.
Некоторые нюансы технологии
Выполняя никелирование латуни, изделий из стали различных марок и других металлов, следует учитывать некоторые нюансы этой технологической операции.
- Пленка из никеля будет более устойчивой, если она нанесена на предварительно омедненную поверхность. Еще более устойчивой никелированная поверхность будет в том случае, если готовое изделие будет подвергнуто термической обработке, заключающейся в его выдержке при температуре, превышающей 450°.
- Если никелированию подвергаются детали из закаленных сталей, то нагревать и выдерживать их можно при температуре, не превышающей 250–300°, иначе они могут утратить свою твердость.
- При никелировании изделий, отличающихся большими размерами, возникает потребность в постоянном перемешивании и в регулярной фильтрации электролитического раствора. Такая сложность особенно характерна для процессов никелирования, выполняемых не в промышленных, а в домашних условиях.
По сходной с никелированием технологии можно покрыть латунь, сталь и другие металлы слоем серебра. Покрытие из данного металла наносят, в частности, на рыболовные снасти и изделия другого назначения, чтобы предотвратить их потускнение.
Процедура нанесения слоя серебра на сталь, латунь и другие металлы отличается от традиционного никелирования не только температурой проведения и временем выдержки, но также тем, что для нее применяют электролитический раствор определенного состава. При этом выполняют данную операцию в растворе, температура которого составляет 90°.
НИКЕЛИРОВАНИЕ , технический процесс нанесения на поверхность металлов б. или м. тонкой пленки металлического никеля или никелевых сплавов; цель этого нанесения - уменьшить коррозию металла, увеличить твердость наружного слоя, повысить или изменить отражательную способность поверхности, сообщить ей более красивый вид. Полученное впервые Беттгером в 1842 г. и промышленно осуществленное в США с 1860 г., никелирование в настоящее время сделалось одним из наиболее широко усвоенных промышленностью способов покрытия металлов.
Существующие многочисленные способы никелирования могут быть подразделены на две главные группы: способы контактные и способы гальванотехнические ; в настоящее время особенно часто прибегают к последним. Нанесение никелевой пленки применяется в отношении поверхностей различных металлов, причем в соответствии с характером никелирования их можно разделить на группы: 1) медные, латунные, бронзовые, цинковые, 2) железные, 3) оловянные, свинцовые и из сплавов типа британия-металла, 4) алюминиевые и из алюминиевых сплавов. Никелевые пленки представляют вполне удовлетворительную защиту железа от ржавления во внутренних помещениях.
Однако они недостаточны под открытым небом; кроме того на отполированные никелированные поверхности действуют горячие жиры, уксус, чай, горчица, вследствие чего столовая и кухонная никелированная посуда покрывается пятнами. В тех случаях когда требуется вполне надежная защита от воздействия непогоды и вместе с тем нарядный вид никелированной поверхности, на железо д. б. наложена двойная пленка - цинковая, а затем никелевая. Этот способ двойного покрытия (цинком, а затем никелем) применяется также в отношении т. н. корсетной стали. При необходимости получить особенно стойкие пленки, как например, на проволоках, откладывают одновременно никель и платину, причем содержание последней постепенно повышают от 25% до 100% и, наконец, прокаливают предмет в струе водорода при 900-1000°С. Крупные изделия, например, котлы для варки, барабаны центрифуг или вентиляторы, если по экономическим условиям не могут быть сделаны из чистого никеля, но недостаточно стойки при никелевой пленке по железу или меди, облицовываются слоем свинца в несколько мм, а по нему слоем никеля в 1-2 мм. Ржавление железных и стальных никелированных изделий объясняется присутствием электролита, остающегося в тонких порах никелевой пленки. Это явление устраняется, если изделия перед никелировкой выдержать в масле при 200°С, по охлаждении обезжирить, слабо омеднить, затем отникелировать в лимоннокислой никелевой ванне слабым током и наконец просушить в шкафу при 200°С; тогда влага удаляется из пор, которые закупориваются находящимся в них маслом.
Имеется ряд предложений накладывать двойные защитные пленки по литому железу, железным или стальным листам, проволокам и полосам в порядке обратном вышеуказанному, т. е. сначала покрывать изделия тонкой пленкой никеля контактным или электролитическим способом, а затем уже погружать в ванну с расплавленным цинком или оловом (Вивиен и Лефебр, 1860 г.). Предложено также добавлять некоторое количество никеля в сплав из 25-28 кг цинка, 47-49 кг свинца и 15 кг олова, служащий для покрытия железных листов горячим способом. Стойкость поверхностей алюминия и его сплавов против соли и морской воды м. б. достигнута гальваническим осаждением на них, после очистки их песчаною струей, последовательных слоев: никеля толщиною в 6 мкм, меди в 20 мкм и затем снова никеля в 50 мкм, после чего поверхность полируется. Стойкость алюминия против 15%- ной натровой щелочи достигается никелевой пленкой в 40 мкм толщиною. В некоторых случаях применяется покрытие не чистым никелем, а сплавом, например никелево-медным; для этого электролиз ведется в ванне, содержащей катионы в соотношении требуемого сплава; осажденная пленка затем переводится в сплав нагреванием изделия до краснокалильного жара.
Контактное никелирование . Стальные предметы, согласно указанию Ф. Штольба (1876 г.), после полировки и надлежащего обезжиривания кипятятся в ванне из 10-15%-ного водного раствора чистого хлористого цинка, к которому добавлено сернокислого никеля до образования зеленой мути от основной никелевой соли. Никелирование длится около 1ч. После этого предмет прополаскивается в воде с мелом, а ванна, после фильтрации и добавки никелевой соли, может применяться вновь. Получающаяся пленка никеля тонка, но держится прочно. Для повышения температуры ванны предложено или вести процесс под давлением (Ф. Штольба,. 1880 г.) или применять ванну с концентрированным раствором хлористого цинка. Во избежание ржавления предметов их выдерживают в течение 12 ч. в известковом молоке. Более сложная ванна для железных предметов, предварительно омедненных в ванне из 250 г сернокислой меди в 23 л воды с несколькими каплями серной кислоты, содержит 20 г винного камня, 10 г нашатыря, 5 г хлористого натрия, 20 г хлорного олова, 30 г сернокислого никеля и 50 г двойной сернокислой никелево-аммониевой соли.
Гальваническое никелирование . Обеднение никелевой ванны м. б. предупреждаемо достаточно легким растворением никелевых анодов. Вальцованные, и в особенности из чистого никеля, аноды растворяются трудно и потому при техническом никелировании пользуются в качестве анодов никелевыми брусками, содержащими до 10% железа. Однако такие аноды ведут к осаждению на предмете железа, а наличие железа в никелевой пленке влечет за собой целый ряд пороков никелирования. Как указано Калгане и Гаммоге (1908 г.), невозможно получить при анодах с железом осадок, вполне свободный от последнего. Но осадок никеля будет содержать уже только 0,10-0,14% железа, если в анодах содержание железа снижено до 7,5%; содержание железа в осадке можно еще уменьшить, заключая аноды в тканевые мешки, тогда как вращение электродов ведет к повышенному содержанию железа в осадке и к снижению его выхода. Присутствие железа в никелевой пленке ведет к отложению осадков с постепенно понижающимся содержанием железа и потому неоднородных в отношении механических свойств на различной глубине; К. Энгеман (1911 г.) считает эту неоднородность единственной причиной легкой отщепляемости никелевых пленок. Наличие железа м. б. причиною ряда других пороков никелирования (см. табл.), например, легкости ржавления пленок.
| Порок | Причина возникновения | Мера борьбы |
| Осаждение никеля не происходит, газообразования нет | Источник тока не работает | Проверка и возобновление источника энергии |
| Провода приключены неправильно | Переключение проводов | |
| Ванна слишком холодна | Нагрев ванны до температуры выше 15°С | |
| Ванна слишком кисла | Подливается водный раствор нашатырного спирта или водная взвесь углекислого никеля при непрерывном помешивании и частом испытании на конго-бумагу | |
| Ванна содержит цинк | Ванна делается щелочной посредством углекислого никеля, размешивается в течение нескольких часов, фильтруется и подкисляется 10%-ной серной кислотой | |
| Неполное покрытие предмета никелевой пленкой | Недостаточный ток | Предметы подвешиваются на равных расстояниях от анодов, ванна подогревается не менее как до 20°С |
| Очень глубокие вогнутости поверхности предмета | Устанавливаются небольшие вспомогательные аноды, вводимые в углубления предмета | |
| Щелочность ванны | Осторожное подкисление ванны 10%-ной серной кислотой при помешивании и постоянном испытании лакмусовой бумагой | |
| Легкая отщепляемость белой или же желто-никелевой пленки при полировке | Загрязненность поверхности предметов окислами и жиром | Дополнительная очистка поверхности предметов |
| Слишком большое напряжение (выше 4 V ) | Увеличивают число никелируемых предметов или снижают напряжение до 2,5-3 V | |
| Слишком большая кислотность ванны | Нейтрализация нашатырным спиртом или водной взвесью углекислого никеля | |
| Бедность ванны никелем | Удаление части электролита и добавка никелевой соли, пока ванна не станет нормального зеленого цвета | |
| Несоответственные вязкость и поверхностное натяжение ванны | Добавка глицерина или амилового спирта, или растительных отваров, или других коллоидов | |
| Выделение водородных ионов | Добавка окислителей или поглотителей водорода; применение несимметричного переменного тока | |
| Несоответственная подготовка поверхности предметов | Сообщение поверхностям шероховатости, механически или химически, покрытие их тонким слоем никеля из горячего раствора хлористого никеля или холодного концентрированного раствора этило-сернокислого никеля | |
| Отставание никелевой пленки или разрыв ее при изгибе и растяжении предметов | Присутствие капиллярных прослоек электролита | Просушка и нагрев предметов до 250-270°С |
| Недостаточная обрабатываемость листов, покрытых толстым слоем никеля | Вероятно та же | Промывка, просушка без доступа воздуха и наконец, нагрев до слабого краснокалильного жара |
| Поверхность в ямочках и пленка пронизана бесчисленными порами | Пыль и частички волокон, плавающие в ванне | Ванну кипятят, фильтруют и устанавливают в ней правильную реакцию |
| Образование газовых пузырьков | Постукивание по токоведущему стержню. Пузырьки удаляют; устанавливают слабокислую реакцию | |
| Грубость и неровность поверхности | Выделение водорода | Введение связывающего водород свободного хлора в газообразном виде временами пропускаемой струей или в водном растворе; с несколько меньшим успехом хлор м. б. заменен бромом; весьма рекомендуется добавление раствора хлористого кобальта |
| Недостаточная гибкость пленки | Высокое сопротивление ванны | Добавка соли натрия |
| Желтизна пленки; поверхность становится матовой, а затем получает желтый и тёмно-жёлтый цвет | Наличие примесей железа в ванне, содержание которых повышается в старых ваннах | Избегать старых ванн, не слишком двигать ванны, работать со слабыми токами |
| Чернота пленка, темные полосы в местах отставания при правильной плотности тока | Содержание в ванне посторонних металлов (до 1%) | Удаление посторонних металлов |
|
Недостаток проводящих солей |
Добавление проводящих солей в количестве 2-3 кг на 100 л ванны: нашатырь, хлористый калий и хлористый натрий дают повышение проводимости на 84,31 и 18% соответственно | |
| Бедность ванны солью никеля | Добавка никелевой соли | |
| Загар поверхности | Слишком большая проводимость ванны из-за чрезмерной крепости ее | Контроль концентрации ванны (например, постоянства плотности в 5° Вẻ) и плотности тока |
| Образование полос | Загрязнения, производимые полировальным кругом в небольших углублениях | Устранение затруднительно; достигается до известной степени мгновенным погружением в котел со щелоком или механической протиркой предметов |
| Изменения концентрации и возникновение потоков жидкости | Уменьшение плотности тока и повышение температуры ванны | |
| Образование пятен | Недостаточная очистка готовых отникелированных изделий | Тщательная промывка в проточной воде изделий после никелирования, затем погружение в кипящую вполне чистую воду, отряхивание изделий и просушка в нагретых опилках |
| Непрочное приставание никелевой пленки к железу | Наличие ржавчины | Тщательное освобождение от ржавчины. Гальваническое нанесение промежуточного слоя из цианкалиевой ванны, после чего пленка утолщается в кислой ванне |
Электролитическая ванна для никелирования составляется гл. образом из двойной никелево-аммониевой соли, причем для устранения основных солей добавляют слабые кислоты. Большая кислотность ванны ведет к более твердым пленкам. Необходимо иметь в виду, что технический никелевый купорос не пригоден для ванн, т. к. часто содержит медь; ее следует удалить пропусканием сероводорода через водный раствор купороса. Применяются также хлористые соли, но при сульфатных ваннах осадки тверже, белее и более стойки, чем при хлоридных. Высокое сопротивление никелевой ванны выгодно снижать добавкой различных проводящих солей - особенно нашатыря и хлористого натрия - и нагреванием. Нейтрализация избыточной серной кислоты в старых растворах успешно производится углекислым никелем, который получается из теплого водного раствора сернокислого никеля, осаждаемого содой. Для белизны и гладкости пленок сделано большое количество предложений добавлять к никелевой ванне различные органические кислоты (винную, лимонную и т. д.) и их соли, например, уксусно-, лимонно- и виннокислые соли щелочных и щелочноземельных металлов (Кейт, 1878 г.), пропионовокислый никель, борно-виннокислые соли щелочных металлов. При необходимости получить толстые никелевые осадки предложено добавление борной, бензойной, салициловой, галловой или пирогалловой кислот, и кроме того 10 капель серной, муравьиной, молочной кислоты на 1 л ванны, чтобы предупредить поляризацию на изделии. Как указал Пауелл (1881 г.), прибавка бензойной кислоты (31 г на ванну из 124 г сернокислого никеля и 93 г лимоннокислого никеля в 4,5 л воды) избавляет от необходимости пользоваться химически чистыми солями и кислотами. Осадок никеля имеет хорошие свойства также и при простой ванне из никелево-аммонийного сульфата, но при условии щелочности раствора, что достигается добавкой аммиака. Весьма хорошие осадки получаются из нейтрального раствора фтористо-борнокислого никеля при комнатной температуре (при температуре выше 35°С раствор разлагается с образованием нерастворимой основной соли) и плотности тока 1,1-1,65 А/дм 2 . Приводим несколько рецептов ванн. 1) 50 ч. бисульфита натрия, 4 ч. азотнокислого окисного никеля и 4 ч. концентрированного нашатырного спирта растворяют в 150 ч. воды. 2) 10-12 ч. сернокислого никеля, 4 ч. двойной никелево-аммониевой сернокислой соли, 1-3 ч. борной кислоты, 2 ч. хлористого магния, 0,2-0,3 ч. лимоннокислого аммония, доливается до 100 ч. (всего) воды. Ток плотностью 1,6 А/дм 2 отлагает пленку со скоростью 2 мкм/ч.; повышая температуру до 70°С, можно снизить сопротивление ванны в два-три раза и тем ускорить никелирование. 3) Электролит из 72 г двойной никелево-аммониевой сернокислой соли, 8 г сернокислого никеля, 48 г борной кислоты и 1 л воды особенно благоприятен для мягкости и непористости осадка, т. к. снижает выделение водорода.
Получение никелевых пленок особого вида . 1) Белая пленка по цинку, олову, свинцу и британия-металлу получается в ванне из 20 г двойной никелево-аммониевой сернокислой соли и 20 г углекислого никеля, растворенных в 1 л кипящей воды, и нейтрализованной при 40°С уксусной кислотою; ванна должна поддерживаться нейтральной. 2) Матово-белая пленка получается в ванне из 60 г двойной никелево-аммониевой сернокислой соли, 15 г перекристаллизованного сернокислого никеля, 7,4 г нашатыря, 23 г хлористого натрия и 15 г борной кислоты на 1 л воды; ванна д. б концентрирована до 10° Вẻ; напряжение от 2 до 2,5 V. 3) Черная пленка получается на поверхностях, тщательно обезжиренных или покрытых тонким слоем белого никеля путем электролиза в ванне из 60 г двойной никелево-аммониевой сернокислой соли, 1,5 г роданистого аммония и около 1 г сернокислого цинка на 1 л воды 4) Черная пленка получается также в электролите из 9 г двойной никелево-аммониевой сернокислой соли в 1 л воды с последующей добавкой 22 г роданистого калия, 15 г углекислой меди и 15 г белого мышьяка, предварительно растворенного в углекислом аммонии; глубина черного тона вырастает с содержанием в растворе мышьяка. 5) Глубоко синяя пленка получается в ванне из равных частей двойной и простой сернокислых солей никеля, доведенной до 12° Bẻ, причем на литр добавляют 2 ч. аммиачного отвара лакричного корня; электролиз длится 1 час при 3,5 V, а затем еще 1/2 часа при 1,4 V. 6) Коричневая пленка получается так: электролиз при напряжении 0,75-1 V ведется в ванне из 180 г двойной никелево-аммониевой сернокислой соли и 60 г сернокислого никеля, растворенных в возможно малом количестве кипящей воды, добавленной до 50 см 3 и смешанной затем с растворами 30 г сернокислого никеля и 60 г роданистого натрия, каждый в 0,5 л воды, после чего добавляют раствор до 4,5 л. Полученной пленке черного цвета придают коричневый оттенок, погружая изделие на несколько секунд в ванну из 100,6 г перхлората железа и 7,4 г соляной кислоты в 1 л воды: после промывки и просушки поверхность изделия для закрепления тона лакируют.
Никелирование алюминия и его сплавов . Предложено несколько процессов. 1) Подготовка поверхности алюминиевых изделий состоит в обезжиривании, затем очистке пемзой и наконец погружении в 3%-ный водный раствор цианистого калия; после электролиза в никелевой ванне изделия промываются холодной водой. 2) После промывки 2%-ным раствором цианистого калия изделия погружаются в раствор из 1 г хлористого железа (феррохлорид) на 0,5 л воды и технической соляной кислоты, пока поверхность не станет серебряно-белой, и затем никелируются в течение 5 мин. при напряжении 3 V. 3) Полировка изделий, удаление полировочного состава бензином, выдержка в течение нескольких минут в теплом водном растворе фосфорнокислого натрия, соды и смолы, промывка, погружение на короткое время в смесь из равных частей 66%-ной серной кислоты (содержащей несколько хлористого железа) и 38%-ной азотной кислоты, новая промывка и электролиз в ванне, содержащей никелевую соль, горькую соль и борную кислоту; напряжение 3-3,25 V. 4) По Ж. Канаку и Э. Тассилли: протравка изделия кипящей калиевой щелочью, чистка щеткой в известковом молоке, 0,2%-ная цианкалиевая ванна, ванна из 1 г железа в 500 г соляной кислоты и 500 г воды, промывка, никелирование в ванне из 1 л воды, 500 г хлористого никеля и 20 г борной кислоты при напряжении 2,5 V и плотности тока 1 А/дм 2 , наконец полировка матово-серого осадка. Железная ванна служит для огрубления поверхности алюминия и тем содействует прочности, с какою удерживается пленка на металле. 5) По Фишеру, ванна для никелирования составляется из 50 г сернокислого никеля и 30 г нашатыря в 1 л воды при плотности тока 0,1-0,15 А/дм 2 , за 2-3 часа получается толстый осадок, который обладает высоким блеском после полировки стеариновым маслом и венской известью. 6) Горячая ванна (60°С) составляется из 3400 г двойной никелево-аммониевой сернокислой соли, 1100 г сернокислого аммония и 135 г молочного сахара в 27 л воды. 7) Холодная ванна содержит азотнокислый никель, цианистый калий и фосфорнокислый аммоний.
Контроль никелевой пленки . Распознавание состава металлической пленки на предмете, по Л. Ловитону (1886 г.), может производиться посредством нагревания предмета в наружном пламени бунзеновской горелки: никелевая пленка синеет, получает черный отблеск и сохраняется невредимою; серебро не изменяется в пламени, но чернеет при обработке разбавленным раствором сернистого аммония; наконец оловянное покрытие быстро становится от серо-желтого до серого и исчезает при обработке указанным реагентом. Проверка качества никелевой пленки на железе и меди в отношении пор и изъянов может производиться при помощи т. н. ферроксилового испытания и с особым удобством при помощи ферроксиловой бумаги, покрытой гелем агар-агара с железисто-синеродистым калием и хлористым натрием. Наложенная в смоченном виде на испытуемую поверхность и по прошествии 3-5 мин. закрепленная в воде, эта бумага дает документальное изображение малейших пор, которое м. б. сохраняемо.
Регенерация никеля со старых изделий . Удаление никелевого покрытия с изделий из железа и других неамальгамируемых металлов производится следующими способами: а) парами ртути под вакуумом или под обыкновенным давлением; б) нагреванием обрезков с серой, после чего слой металла легко удаляется молотками; в) нагреванием обрезков с веществами, отдающими серу при высокой температуре) при внезапном охлаждении пленка никеля соскакивает; г) обработкой нагретой до 50-60°С серной или азотной кислотой; железо переходит в раствор, и никель остается почти нерастворенным; однако несмотря на свою простоту этот способ мало применим, т. к. полученный никель сохраняет еще значительное содержание железа, не удаляемое и при повторной обработке кислотою (Т. Флейтман); д) длительным нагреванием при доступе воздуха или водяного пара, после чего обрезки подвергаются механическим ударам и никель отскакивает; е) электролитическим растворением: железный покрываемый никелем предмет делают анодом в ванне, содержащей углекислый аммоний; если покрытие состоит из сплава никеля, то необходимо регулировать напряжение, причем при 0,5 V осаждается медь, а при напряжении большем 2 V - никель; при этом процессе железо не разъедается; ж) железные или стальные обрезки делают анодом в ванне из водного раствора натриевой селитры, тогда как катод состоит из угольной палки; напряжение не должно превосходить 20 V; з) с цинковых кружек никель удаляется электролизом предметов, сделанных анодом в 50°-ной серной кислоте; кислота этой концентрации обладает свойством растворять только никель, серебро и золото, но не другие металлы, если идет ток; напряжение применяется 2-5 V; в качестве катодов служат железные листы, на которых никель осаждается в виде пыли; цинк не растворяется, хотя бы кружки и оставались в электролите долгое время.
Покрытие никелем используют для защиты от коррозии и для декоративной отделки деталей. Никель обладает стойкостью на воздухе, в растворах щелочей и в некоторых кислотах.
Никель в паре с железом является катодом, так как имеет более электроположительный потенциал, чем железо. Никель может защищать сталь только механическим путем, следовательно, покрытие не должно иметь пор и должно иметь большую толщину - 20-25 мкм. Существует несколько разновидностей никелевых покрытий.
Никелирование матовое - нанесение на поверхность металлических деталей матового слоя никеля. Основным компонентом электролитов для получения матовых осадков никеля является сульфат никеля. В раствор вводят также сульфат натрия или магния для получения пластичных и полируемых покрытий, а также борную кислоту для поддержания устойчивого значения рН.
Блестящее никелирование используют для защитно-декоративной отделки поверхности. При этом отпадает необходимость полирования покрытия. Блестящий никель можно наносить на детали со сложным профилем, он обладает способностью сглаживать неровности. Для получения блестящих покрытий в состав раствора электролита вводят специальные добавки - блескообразователи. Блестящие никелевые покрытия обладают пониженной коррозионной стойкостью по сравнению с матовыми покрытиями.
Никелирование черное - электролитическое нанесение на поверхность металлических изделий слоя никеля черного цвета. Такое покрытие используют как с защитно-декоративной целью, так и для уменьшения коэффициента отражения света. Оно нашло применение в оптической промышленности и в некоторых отраслях машиностроения. У черного никеля низкие показатели коррозионной стойкости, пластичности и прочности сцепления с поверхностью. Поэтому применяют предварительное оловянирование или осаждение матового никеля. Если применить предварительное цинкование, а затем осадить черный никель, то покрытия приобретают такую же коррозионную стойкость, как если бы они были покрыты только цинком. Часто черный никель наносят на изделия из меди или латуни.
Применяют также химический способ нанесения никеля на поверхность металлических изделий. Химически восстановленный никель отличается повышенной коррозионной стойкостью и твердостью. Он позволяет получать равномерные по толщине осадки, отличающиеся высокими декоративными свойствами и малой пористостью.
Усовершенствование процессов никелирования идет по пути создания новых электролитов и сплавов на основе никеля. Разработаны новые метансульфоновые растворы, из которых получают пластичные никелевые покрытия с низкими внутренними напряжениями.
Многослойные в два-три слоя никелевые покрытия обладают большей коррозионной стойкостью, чем однослойные. Первый слой никеля осаждают из простого никелевого электролита, а 2-й слой из электролита, содержащего серу в составе органических добавок. Потенциал никеля, содержащего серу, имеет более отрицательное значение, чем потенциал никеля без включений серы. Поэтому второй слой электрохимически защищает от коррозии первый слой никеля. Таким образом обеспечивается более высокая защита основного изделия.
Используют также двухслойное покрытие, называемое сил-ни-кель. Оно состоит из первого блестящего слоя никеля. Второй слой получают из электролита, содержащего в виде суспензии каолин. В ходе электролиза каолин осаждается вместе с никелем и включается в осадок.
используются при изготовлении пу-
Введение в матрицу покрытия алмазных и других неметаллических составляющих позволяет существенно повысить твердость и износостойкость никелевых покрытий.
Использование многослойных никелевых покрытий обеспечивает значительную экономию никеля и повышает их эксплуатационные свойства.